



- Effect of Halloysite Nanotubes (HNTs) on Mechanical Properties of EPDM/NBR Blend-Nanocomposites
Raj Kishor Das, K. Ragupathy*,†
 , T. Senthil Kumar**, and S. Vishvanathperumal***
, T. Senthil Kumar**, and S. Vishvanathperumal***Department of Mechanical Engineering, Hi-Tech Institute of Technology, Khurda, Odisha 752057, India
*Department of Mechanical and Automation Engineering, Agni College of Technology, Chennai - 600130, India
**Department of English, S.A. Engineering College, Thiruverkadu, Chennai, Tamilnadu - 600077, India
***Department of Mechanical Engineering, S.A. Engineering College, Thiruverkadu, Chennai, Tamilnadu - 600077, India- EPMD/NBR 나노복합체의 기계적 물성에 Halloysite Nanotube(HNT)가 미치는 영향 연구
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
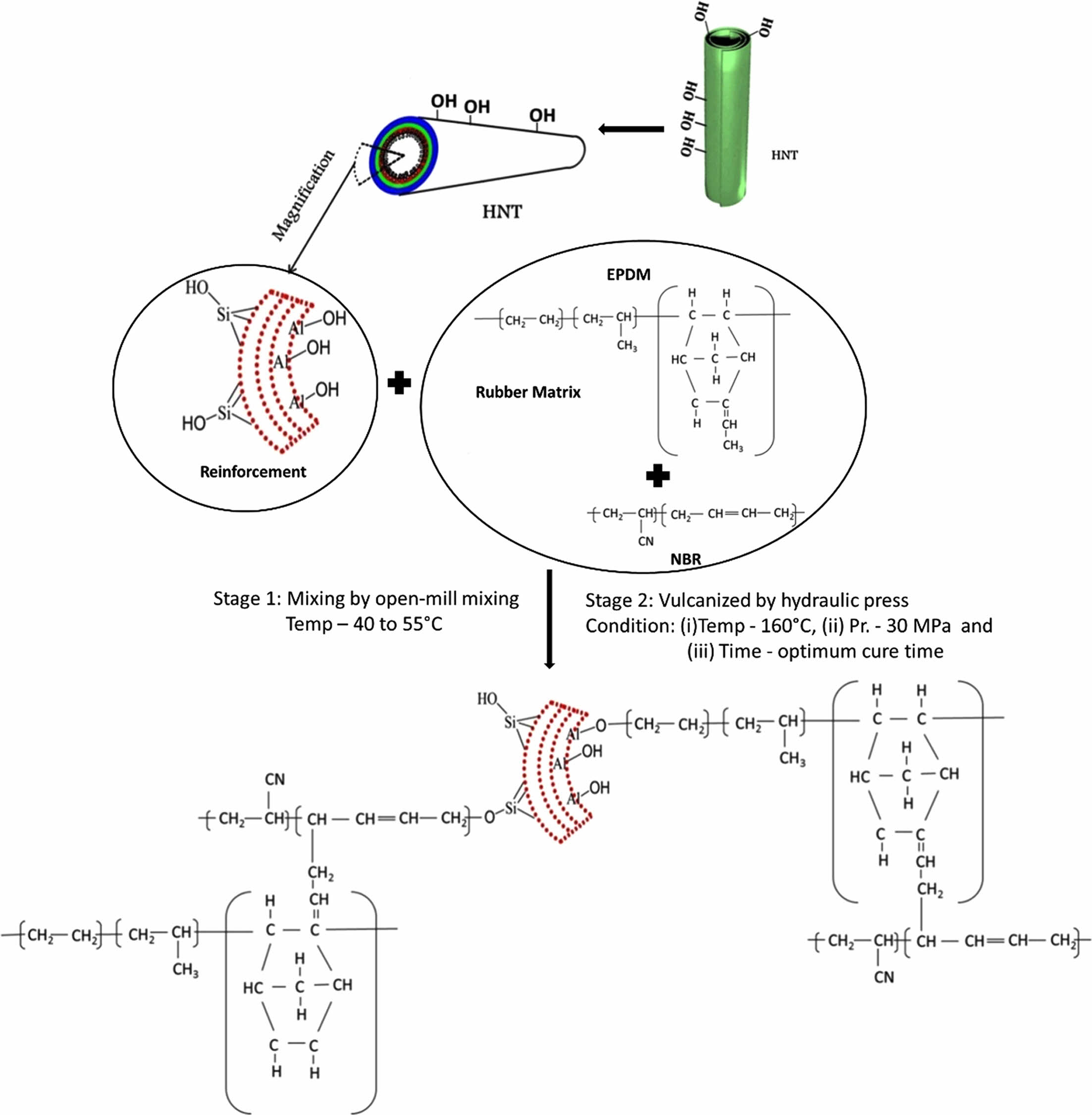
The nanocomposite of ethylene-propylene-diene monomer (EPDM), acrylonitrile-butadiene rubber (NBR), and halloysite nanotubes (HNTs) was produced. On a two-roll mill, the 0–25 parts per hundred rubber (phr) of HNTs with 70/30 EPDM/NBR was mixed. The effect of HNT on the cure characteristics (scorch (tS2) and optimum cure time (t90), cure rate index, maximum torque, minimum torque and torque difference) and mechanical properties of the composites were studied and discussed. Scanning electron microscopy (SEM) was used to examine the surface morphology of tensile-fractured EPDM/NBR rubber-HNTs. Tensile strength, 100% modulus, elongation at break, tear strength, hardness, abrasion resistance, and compression set were increased whereas rebound resilience, tS2, and t90 were decreased with increasing in the concentration of HNTs in it.
Incorporation of halloysite Nanotubes (HNTs) into ethylene-propylene-diene monomer (EPDM)/acrylonitrile-butadiene rubber (NBR) rubber increased the crosslink density of the material. The tensile characteristics and abrasion resistance of produced nanocomposites reflected this reinforcing action of HNTs. The nanocomposites' increased stiffness and ultimate strength demonstrated HNTs' potential efficacy of EPDM/NBR rubber samples.
Keywords: ethylene-propylene-diene monomer/acrylonitrile-butadiene rubber, halloysite nanotubes, cure behavior, mechanical properties, abrasion resistance.
The authors declare that there is no conflict of interest.
In order to increase the physico-mechanical and other necessary properties of the rubber matrix, reinforcement was added. At the same time, it was also used to lower the cost and overall weight of the finished composite, but the process of adding reinforcement to the rubber matrix was more difficult.1 The employment of various reinforcement or filler kinds has increased recently, and numerous researchers have also conducted in-depth analyses of their features. In spite of different types of filler materials used in the past decades only a limited ones are used for extensive research.2 Carbon black (CB) was one of the most commonly used reinforcing materials in rubber compounds. But, the major problem in the carbon black compound was that it causes severe environmental issue and researches are going on to find the alternate for it.3 Recently, several studies have reported by using montmorillonite,4 silicate layered clays5-6 and carbon nanotubes7 as the reinforcement in the rubber compounds which improves the cure and mechanical behavior, thermal stability and flammability of rubber nanocomposites.
In recent times, halloysite nanotubes (HNTs) have been extensively used as filler for rubbers materials such as natural rubber (NR),8 styrene-butadiene rubber (SBR),9-10 acrylonitrile-butadiene rubber (NBR),11 ethylene-propylene-diene monomer12-13 and silicone rubber.14 HNTs were used to upsurge the thermal, mechanical and flammability characteristics of the rubber composites. HNT was a one-dimensional super fine clay material with a hollow nano-tubular cross-section. It occurs in nature as aluminosilicate with the chemical formula (Al2Si2O5(OH)4. nH2O 1:1). HNTs can be equally dispersed in the rubber matrix to a greater extent (> 30 phr) as compared with the other reinforcing material. This is attributable to their small basal spacing of crystal planes, unique crystal structure, low density of hydroxyl (R-OH) functional groups, etc. The uniqueness of the HNT is that the outer surface was comprised of SiO2, while the inner surface of the tube contains Al2O3. The inner, outer diameter and maximum length of HNT was about 5-20 nm, 10-50 nm and 2-4 µm, respectively.15-18 HNTs have high aspect ratio, high specific surface area, biocompatible in nature, and also possess enhanced mechanical and thermal properties.19-21 HNT consists of fifteen to twenty layers of tetrahedral silica at the outside surface that are coupled with inner Al octahedral sheet and oxygen molecules in between the layers. Siloxane was located at the external surfaces of HNT whereas the R-OH groups are situated in lumen and in between layers of it. For the hydrated (halloysite-(10 Å)) and dehydrated (halloysite-(7 Å)) versions of the HNTs, respectively, the value of n varies from zero to two.22-24
Rubber mixes or rubber blends are regularly used in industries for manufacturing rubber compounds with enhanced and well-balanced facile processability, physical and mechanical properties at low production cost.25-26 Immiscible rubber blending presents a compelling potential for creating novel compounds with specialised features. A synthetic rubber type utilised in many different applications is EPDM rubber. Ethylidene norbornene (ENB), dicyclopentadiene (DCPD), and vinyl norbornene (VNB) are the dienes used to make EPDM rubbers. Usually, 4-8% of these monomers are employed. EPDM was a non-polar and saturated rubber compound. EPDM rubber materials exhibits the superior properties such as heat stability, resistance to water and ozone, elasticity (especially when temperatures are quite low) and better aging resistance but exhibits a poor solvent resistance and adhesion property.27-29 Hence the NBR is blended with EPDM to improve the aforesaid properties such as oil and solvent resistance and adhesion characteristics of EPDM compound the disadvantage of one compound is compensated by the other through blending process.30-32 In contrast to EPDM compounds, which lack CN groups, NBR rubber contains CN (polar element) groups, which enhance the cohesive energy density between the chains.33 Therefore, blending EPDM with NBR will have exceptional swelling and oil, ozone, weather and heat resistance combined with good physico-mechanical properties.34 Such blends could be used for motor mounts, sheets and rolls, automotive radiator hoses, automotive brake hoses, conveyor belts, transmission belts, etc.35 The effect of different blend compositions on cure, mechanical and morphological properties of EPDM/NBR blends was evaluated and concluded that the best mechanical properties can be obtained at the blend ratio of 70/30 EPDM/NBR with a continuous morphology.36 Several researches have focused on the EPDM/NBR rubber composite reinforced with Carbon black,37 nanoclay,38-40 nanosilica,41 and multiwalled carbon nanotubes42 in the recent times.
In our earlier research,43 two-roll mixing mills and the vulcanization process were used to create nanocomposites that were 75/25 EPDM/NBR modified HNTs (mHNTs). It has been studied how certain aromatic, aliphatic, and chlorinated solvents are absorbed mole percent through mHNT filled EPDM/NBR nanocomposites. In analyse the compatibility between rubber matrix and modified nanotubes and the reinforcing effect of mHNT as nanofiller in the EPDM/NBR matrix, the previous work examined the function of the curing characteristics, mechanical properties, abrasion resistance, and swelling resistance. The results showed that mHNT could significantly increase the strength of EPDM/NBR vulcanizates while also reducing scorch (ts2) and optimum cure time (t90). Investigations on the mechanical characteristics and swelling resistance revealed an increase in both with increasing mHNT loading. At 8 phr mHNT filler loading, the cross-link density measurements showed better strengthening. High concentrations of mHNT particles create a regional filler-filler network in the rubber matrix. The mechanical characteristics of the composites were considerably enhanced as a result. The mechanical properties, abrasion resistance, and swelling resistance of the resulting rubber nanocomposites were enhanced when mHNT or HNT were added to EPDM/NBR.
For gasoline tank rubber-cover applications, Prasertsri et al.44 explored the ideal blend ratio of EPDM and NBR filled with hybrid fillers (CaCO3 and CB). The findings showed that ts2 and t90, compression set, and swelling ratio in engine and diesel oils of the blends tendency to decrease with increased NBR content, while cure rate index, hardness, and swelling ratio in gasohol-91 increased. The 70/30 EPDM/NBR blend showed the highest tensile strength and tear strength among all EPDM/NBR ratios. In conclusion, the finest overall properties are produced by the development of EPDM/NBR compounds with a ratio of 70/30%wt/wt. Similar results were found by Manoj et al.45 for the blend containing 30% NBR, which were synergistic in terms of morphology as demonstrated by scanning electron micrographs. For the 70:30 EPDM/NBR blend system, a reasonably cocontinuous morphology was seen. A study has shown that EPDM/NBR compounds with the ratio of 70:30 is more potent than those with a ratio of other composition, as previously reported.46-49 It was obvious from the foregoing thorough literature review that no research had been done on 70/30 EPDM/NBR compounds reinforced with HNTs. In this study, EPDM/NBR compound with the ratio of 70/30 was prepared and are reinforced with different concentrations of HNTs. The effect on the concentration of HNTs on mechanical, cure and other properties of the EPDM/NBR nanocomposites are investigated and are compared with the neat EPDM/NBR rubber compound blends.
Materials. Synthetic rubber of Kumho KEP EPDM 270 with a Mooney viscosity (MV: ML(1+4) 125 ℃) of 71 M, ethylene content of 57 wt. percent, termonomer content (ethylidene norbornene - ENB) of 4.5 wt. percent, volatile content of 0.4 wt. percent, nature of product form is dense bale, density of 0.86 g/cm3 was used and acrylonitrile-butadiene rubber (KUMHO KNB 35L), with a Mooney viscosity (ML(1+4) 100 ℃) of 41 M, bound acrylonitrile (ACN) of 34 wt. percent, ash content of 0.8%, volatile content of 0.5%, density of 0.98 g/cm3 was procured from Supple Rubber Chemicals Private Limited, Faridabad, Haryana, India. The reinforcing material halloysite nanotubes (Kaolin clay), with a linear chemical formula Al2Si2O5(OH)4 · 2H2O, density of 2.53 g/cm3, molecular weight of 294.19 g/mol was supplied from Sigma Aldrich, Puducherry, India. The other chemicals such as N-cyclohexy-l-2-benzo-thiazole sulphenamide (CBS - primary accelerators) and tetra-methyl-thiuram di-sulphide (TMTD - secondary accelerators), curing agent such as sulphur and activator such as ZnO and stearic acid were procured from Vignesh Chemicals, Ambattur, Chennai, India.
Preparation of Composites. The composites are prepared by open-mill mixing equipment as per the conditions of rubber formulation shown in Table 1. For all the composites prepared, the initial roll mill temperature was set at 40 ℃ and simultaneously increased to 55 ℃ at the end. The base rubber compound of 70/30 EPDM/NBR blend were prepared initially via following process: NBR and EPDM materials were combined for 4 minutes after being masticated for 4 minutes. Then the curatives were mixed with different concentration of HNTs in it. The mixed compound was permissible to stand overnight before vulcanization process. The rotating speed of roller was 50 mm/min and total mixing time was varied from 15 min to 30 min. The manufactured compounds are heated electrically to 160 ℃ and 30 MPa in a hydraulic press, which is used to form the prepared compounds into thin rubber sheets of 2 mm thickness during the optimum curing period (t90). At DR Polymer in Chennai, India, the mixing and vulcanizing processes were carried out.
Characterization. The cure properties of the rubber compounds were investigated by ODR (oscillating disc rheometer) according to ASTM D-2084 with the temperature of 160 ℃, oscillation arc 0.50 and frequency of 100 cycles per minutes (1.66 Hz). Delta (∆M), maximum (Mh) and minimum torque (Ml) and cure rate index (CRI), scorch time (tS2), as well as optimum curing time (tC90) are parameters measured though cure characteristics.
For the preparation of the dumbbell-shaped and nicked tab-end specimens for tensile and tear tests, respectively, compression moulded sheets with a 2 mm thickness were perforated. The tensile testing was analyzed as per ASTM D 412-C via UTM by Dak System Inc at a cross-head rate of five hundred mm/min and at 23 ± 2 ℃. Elongation at break, tensile strength, and 100% modulus (M100: stress at 100% elongation) were observed and are recorded.50 Tear testing was experimented as per ASTM standard D 624-B. The resilience of the composites was done in accordance to ASTM D-2632 via vertical rebound tester as resiliometer. The hardness of the composite sample was proposed as per ASTM D-2240 in Shore A-Durometer. The resistance to abrasion was carried out with respect to the volume loss using a DIN abrader (Zwick Abrasion tester), as per the ASTM D-5963. The rolling sliding cylinder was subjected to a continuous force of 10 N and persistent speed of 0.32 m/s while being buffed with grade 60 emery.51 Compression set test was investigated as per ASTM D-395 and the values are analyzed.52
The equilibrium swelling method was used to determine crosslink density, which is defined as the volume percentage of vulcanizate in a swollen state. Swollen samples were soaked in toluene for 72 hours at room temperature, then withdrawn from the solvent and the surface toluene was immediately wiped off with tissue paper. On an analytical balance, the samples were promptly weighed.53 The following equation was used to compute the volume percentage of EPDM/NBR in the swollen gel:

where, Qm - wt. swell of the HNTs filler filled rubber compounds in toluene

The above-mentioned formulae (using Flory-Rehner equation)54-46 is derived for evaluating the elastically active network chain density, which was utilised to represent the entire crosslink density.

where, Mc - molar mass of elastomer between crosslinks,
Vs - molar volume of solvent (toluene: 106.3 mL/gmol),
ρp - density of EPDM/NBR blend,
Vr - volume fraction of polymer, and
χ - interaction parameter of the used rubber.57-59
SEM was used to investigate the tensile-surfaces (particularly fractured area) of the EPDM/NBR materials using a JEOL JSM-5400. The samples were sputter coated with gold for 3 minutes under high vacuum while being viewed at a magnification of 2000×. We found that the fractured surface did not alter even after the specimen was kept for 72 hours (without a gold coating) before SEM analysis.
|
Table 1 Composition of the Nanocomposites Based on EPDM/NBR-HNTs |
a Parts per hundred rubber. b N-cyclohexyl-2-benzothiazolesulphenamide. c tetramethylthiuram disulfide. |
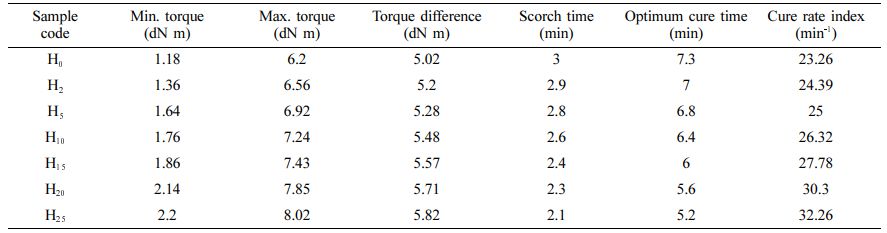
Cure Characteristics. The Ml can be recorded as a lowest value of torque in the unvulcanized rubber and could be reflected as the measurement of the rubber compound's masticated viscosity. The Mh can be recorded after the completion of 90% vulcanization of the compound and Stock modulus can be correlated. Delta torque or torque difference (ΔM) was nothing but the difference between Mh and Ml observed. The ∆M was an indication of the amount of cross-linking of rubber vulcanizates. Cure behavior of EPDM/NBR-HNTs composites was exposed in Table 2. The Ml, Mh and ∆M increases with increase in the concentration of HNTs. This indicates that the processability of the composites was greatly influenced with the incorporation of HNTs in it. The maximum torque increased in direct proportion to the amount of HNTs present, indicating increasing crosslink density. The increase in the torque was due to the increase in stiffness/hardness of the EPDM/NBR vulcanizates. This was attributable to the restriction of the mobility in the EPDM/NBR polymeric chain with the addition of HNTs in it. With increase in the delta torque, the crosslink density also increases in EPDM/NBR composites. The delta torque is a measure of the sample’s strength at the optimum curing period. The EPDM/NBR matrix assumes its cured strength in this case, and good stress transfer to the fillers occurs. The mechanical characteristics of vulcanizates will be directly affected by changes in crosslink density. Crosslink density has a considerable impact on elongation-at-break, hardness, modulus and tensile strength. The molecular weight between cross-links reduces when crosslink density is increased, and matrix chain entanglement increases. However, the presence of nanoplatelets boosted the probability of HNTs-matrix interactions, which could improve mechanical characteristics. As a result, HNTs demonstrate the EPDM/NBR matrix’s reinforcing role. These findings point to a significant HNTs interaction between EPDM/NBR nanoplatelets and HNTs nanoplatelets.
The tS2 was noted as the time for viscosity to raise two Mooney units above Ml. The t90 was the time taken for attaining 90% of the Mh. The CRI was calculated using the eq. (4) shown below: 
The tS2 and the t90 of the composite tends to decrease but CRI increases with increase in the concentration of HNTs. The strong interactions between the HNTs and the EPDM/NBR rubber matrix account for this. From Table 2, it was clear that the HNTs acted as an reinforcing and accelerating agent for composites. Another key cure feature, the EPDM/NBR nanocomposites curing rate index, demonstrates that adding 10 phr of HNTs to the neat blend boosts this parameter by over 39%. A higher CRI value indicates the higher vulcanization rate with respect to it. The high specific surface area of HNTs nanoplatelets and outstanding dispersion in the EPDM/NBR matrix could be the main cause of this behaviour. Furthermore, the polar groups on the HNTs surface activate the system’s double bonds, reducing the time it takes for the curing agent atoms to reach them. The occurrence of polar groups on the HNTs surface is thought to act as an accelerator, speeding up the rate of sulphur ring opening. The amount of active sites for crosslinking process increases as the quantity of HNTs molecules (weight percentage) increases.
Acidic chemicals, in general, slow the vulcanization of elastomers. The inside surface has aluminol groups, but the external surface is primarily covered by Si-O-Si (siloxane) groups, with some Si-OH (silanol) and Al-OH (aluminol) groups exposed at the tube’s borders. As a result, HNTs, which contain a tiny amount of Si-OH (acidic silanol) groups, are rarely used in EPDM without an activator. Because HNTs have an acidic surface, they establish a strong hydrogen bond (-H) with rubber assemblies (EPDM/NBR). Because NBR contains basic nitrile groups (-C≡N), the hydrogen bonding of the HNTs silanol group occurs, resulting in a strong HNTs/NBR connection. HNTs also improve vulcanization, adsorb polar curative compounds on their surfaces, and increase the curing state.
Mechanical Properties. Understanding rubber distortion under a force requires an understanding of its mechanical characteristics. According on the HNT content ratio, the tensile strength altered. The dispersion between the rubber matrix and the nanofiller improves when HNTs are disseminated within the EPDM/NBR matrix, resulting in a very wide size distribution. Poor mechanical properties originate from poor dispersion or aggregation. As a result, the EPDM/NBR-HNTs composites vulcanised at varied rates.
The chemical structure, type and kind of crosslinks, and crosslink densities of the employed elastomer all contribute to tensile strength. A portion of the energy that is stored elastically in the chains of the elastomer when it is deformed by a periphery force becomes available (and is released during crack propagation) as a fracturing driving force. The remaining energy is lost to heat, rendering it ineffective for causing molecular movements to break the chains. At higher degrees of crosslinking, chain motions are constrained and the vast network is not able to release as much energy. This results in a reasonably straightforward brittle fracture at low elongation.
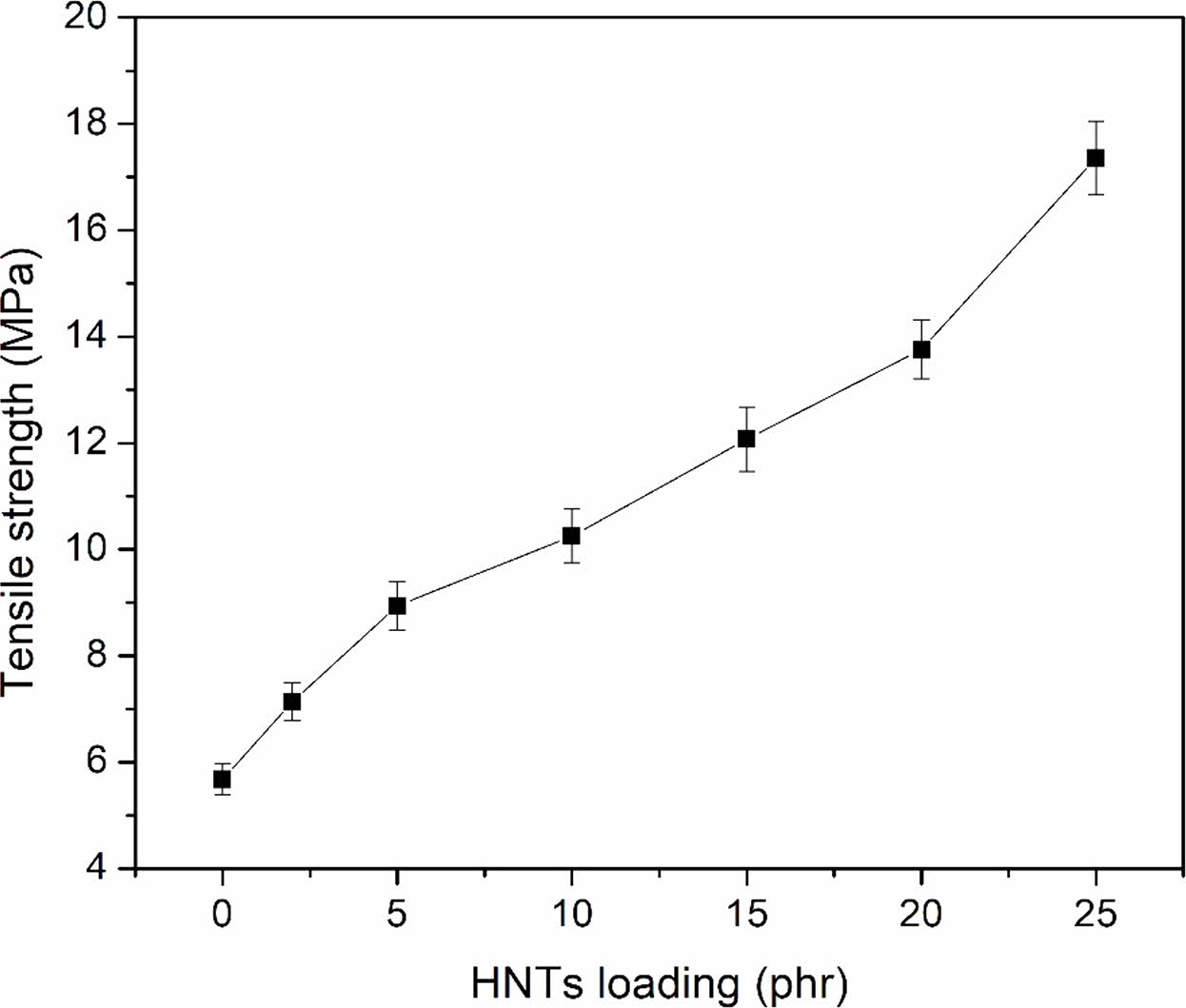
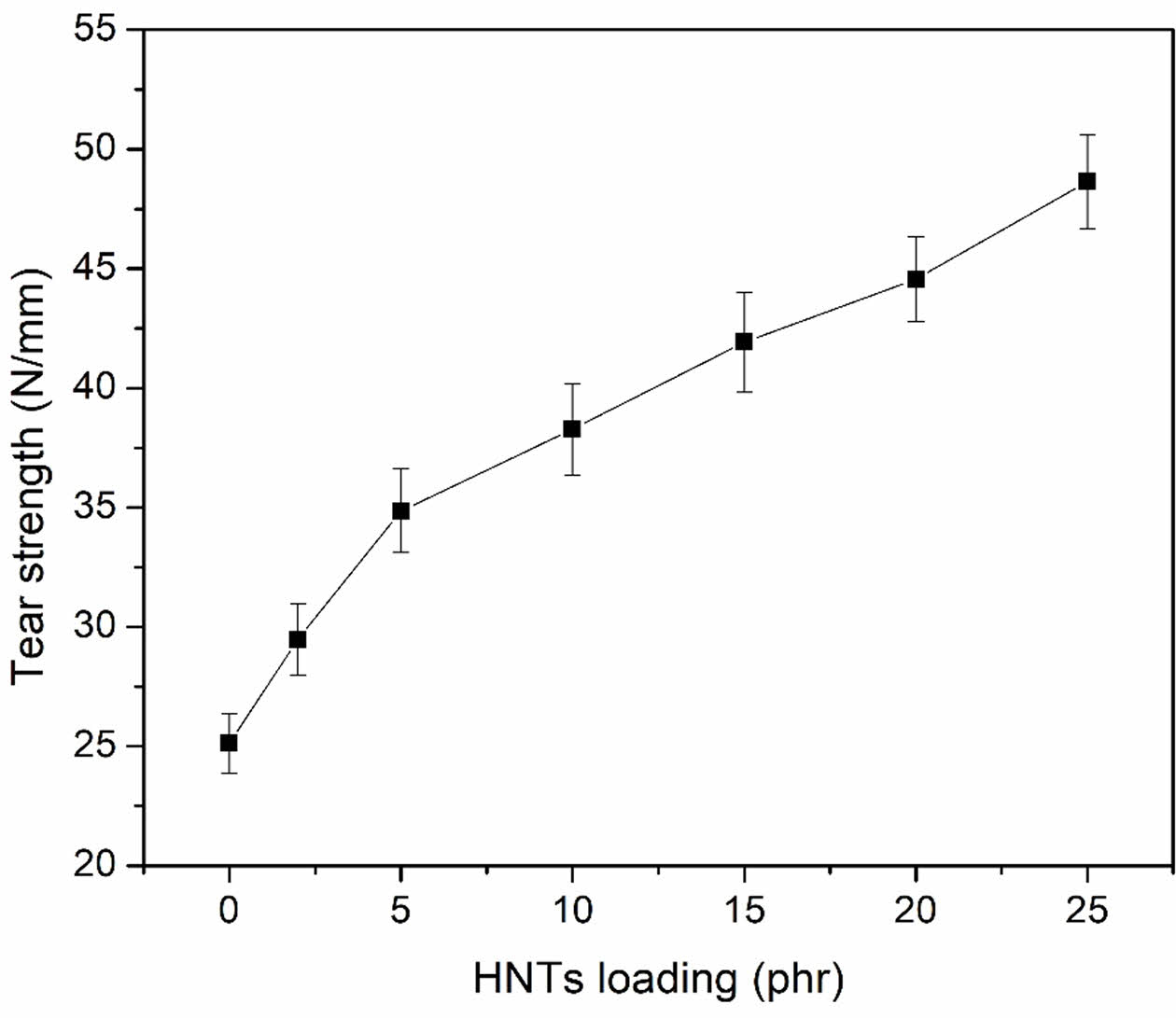
Figures 1-3, illustrates the impact of HNTs on the mechanical characteristics of EPDM/NBR-HNTs composite. The graphs clearly shows that the mechanical characteristics of the composites, such as tensile strength (TS), modulus at 100% elongation (M100), elongation at break (EB), and tear strength (TRS), increase gradually with increase of content of HNTs in it. TS is a significant property of elastomeric materials since it represents the maximum stress that may be applied in most cases. The effect of HNTs concentration on the TS of rubber matrix-HNTs composites was clearly shown in Figure 1. At higher concentration of HNTs in the composite, the TS increases significantly. This may be due to numerous factors such as better dispersion of nanotubes in the elastomeric matrix, inter-tubular interactions between nanotubes and rubber matrix, face-to-edge and edge-to-edge interactions between nanotubes (structures of zig-zag), and the 3D alignments of nanotubes in the composite.
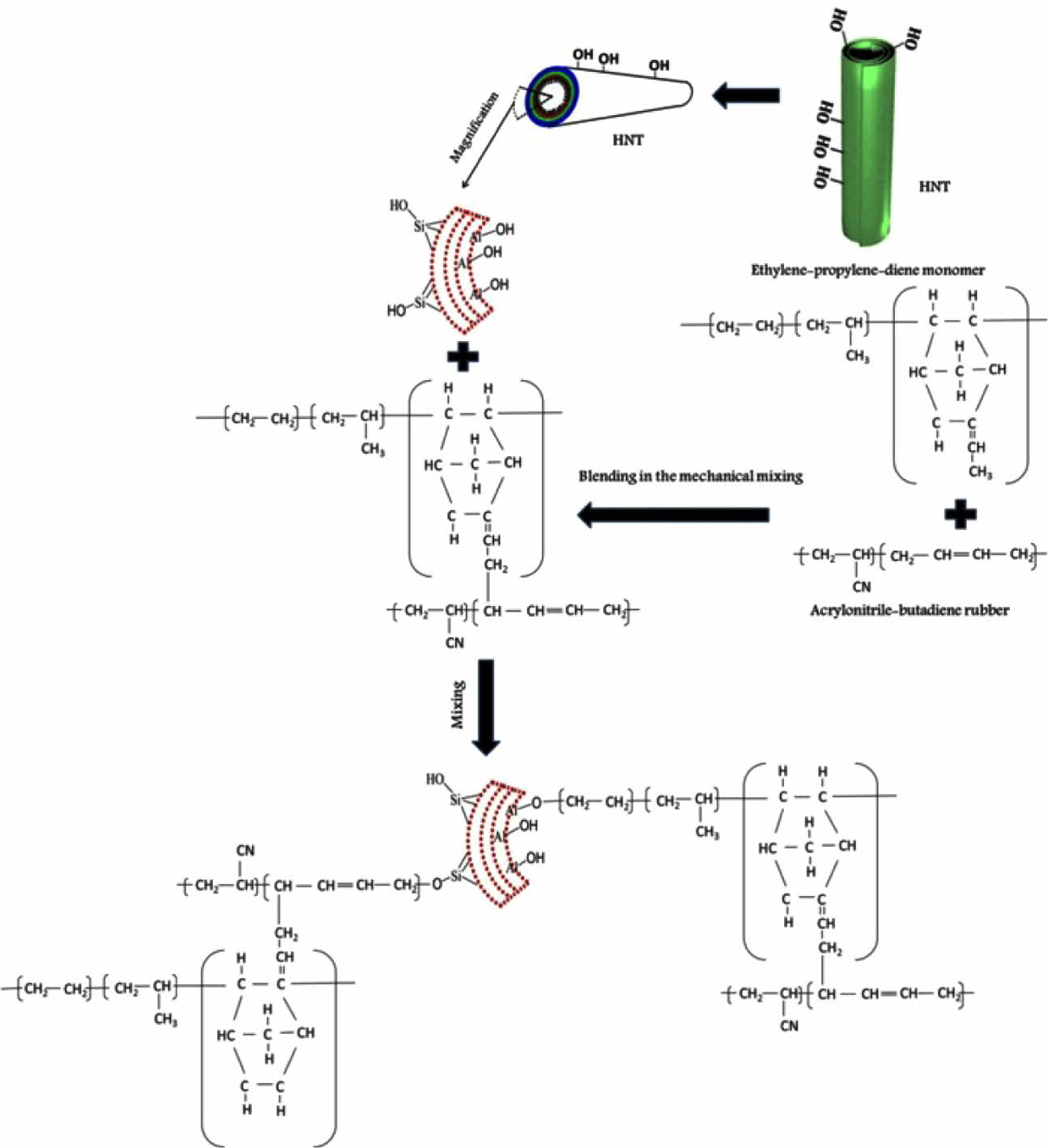
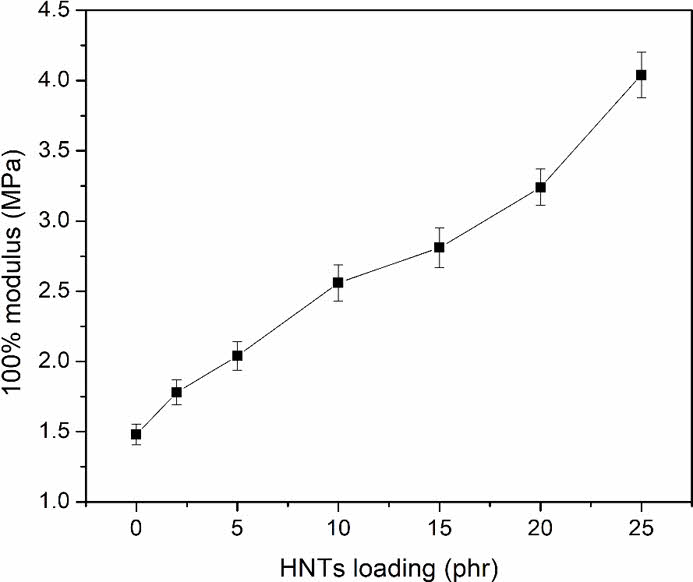
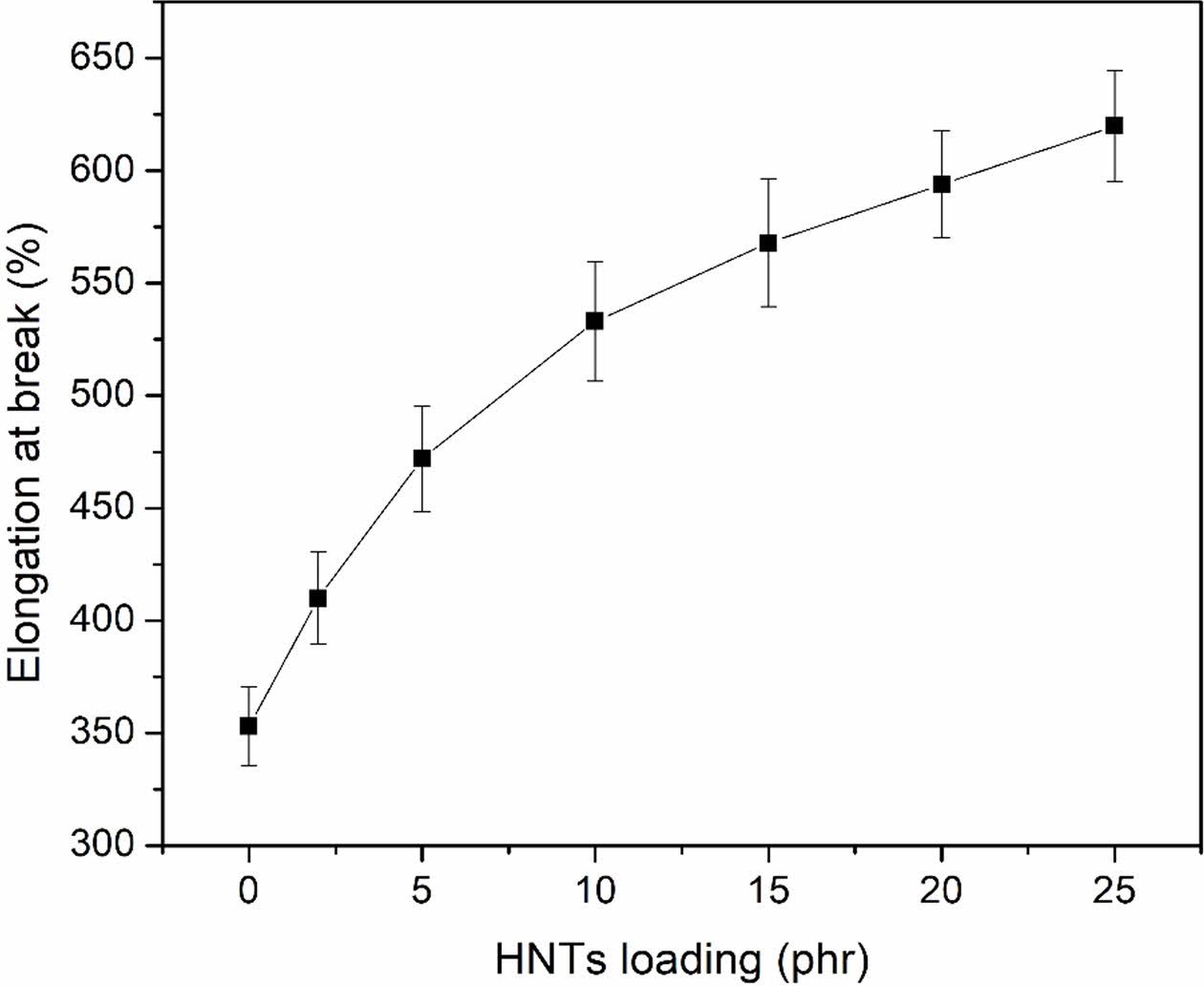
The EB of the EPDM/NBR-HNTs composites was shown in Figure 2. The elongation at break increases which in-turn improves the ductility and reduces the stiffness in the composite. This may be due to the inter-tubular and interfacial interactions between nanotubes and polymer matrix along with the homogenous dispersion of nanotubes in the polymer matrix. The modulus of a substance indicates its relative stiffness. Fillers have been shown to increase modulus when their modulus exceeds that of the polymer matrix. Polymer-filler interactions account for the majority of the elastic modulus, which can be raised if the filler is dispersed well in the nanoparticles and also depends on the chemical composition of the elastomeric material. The effect of HNTs loading on the M100 of EPDM/NBR rubber nanocomposites, which suggests the material's stiffness, is shown in Figure 3. The improvement in the property of the modulus at 100% elongation of EPDM/NBR-HNTs composites was associated to the strong interactions between nanotubes, EPDM/NBR and other constituents (accelerators, curing agent and activator). The strengthening mechanism and inter-tubular diffusion of EPDM/NBR inside the nanotubes was similar as occluded rubber. Strong interactions between them permit more efficient load transfer which simultaneously results in better mechanical properties. The possible interaction between the HNTs with EPDM/NBR chains was schematically represented in Figure 4. The tear strength of the EPDM/NBR-HNTs composites was exposed in Figure 5. This strength increases gradually with increase in the concentration of HNTs loading. The overall mechanical properties of the EPDM/NBR composite are also affected by a size, shape, aspect ratio, surface area and dispersal of the reinforcing particle in the composite.60 The overall mechanical properties of the EPDM/NBR composites were mainly based on the complex relationship between the individual constituent phases in the rubber composite such as EPDM, NBR, HNTs, and their interfacial area.
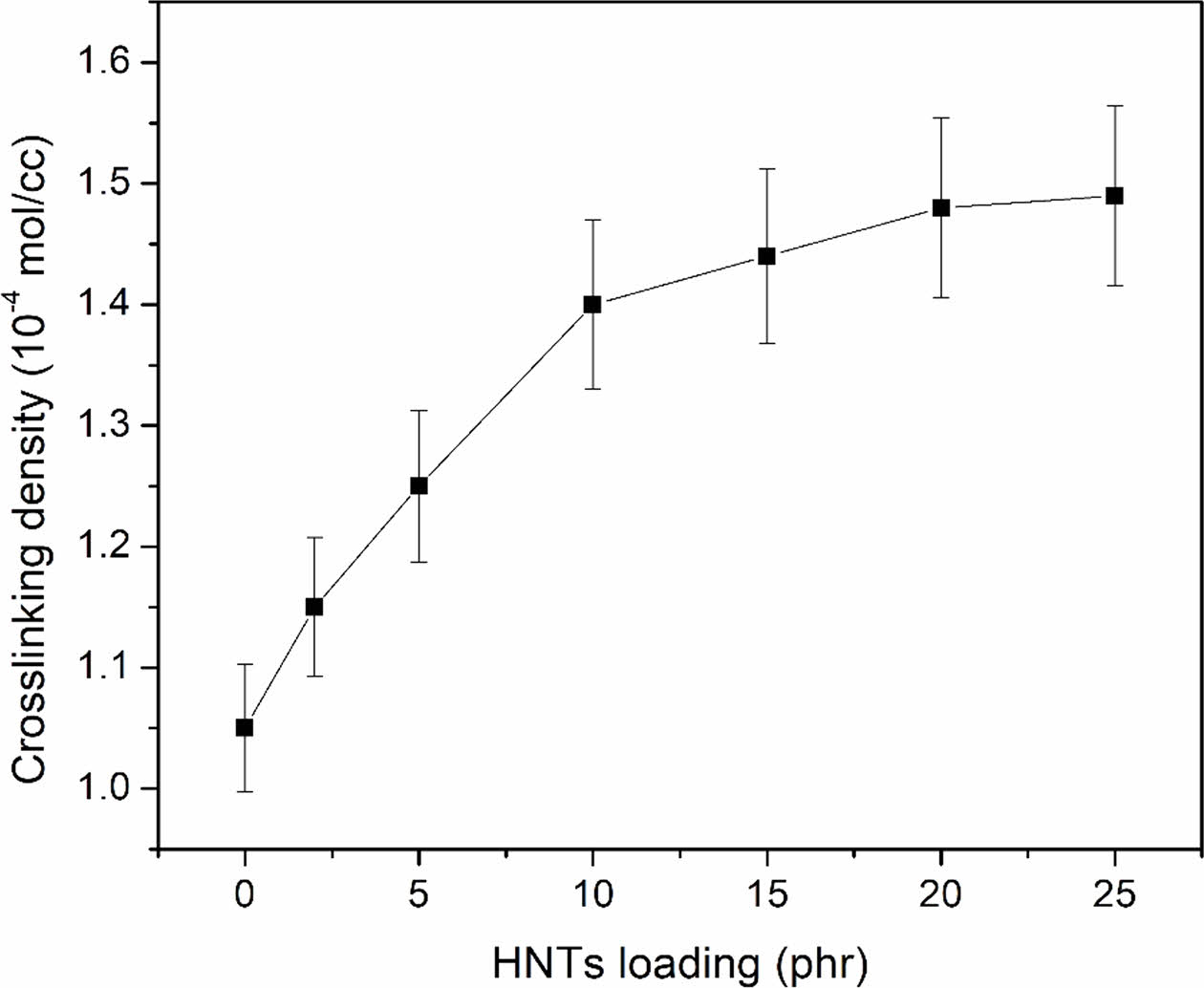
The crosslinking density of EPDM/NBR matrix in the toluene solution was explored to investigate the influence of HNTs as a reinforcing and adhesion agent to achieve good filler–matrix interaction. Figure 6 shows how the crosslinking density fluctuates as the concentration of HNTs increases. The crosslinking density gradually increases as the loading of HNTs nanotubes increases in Figure 6. A more significant promotion is observed in compounds containing a higher number of HNTs, which could be attributed to stronger bonding and better interaction between HNTs, as well as adhesion between the two phases of blends, i.e., EPDM and NBR polymer matrix.
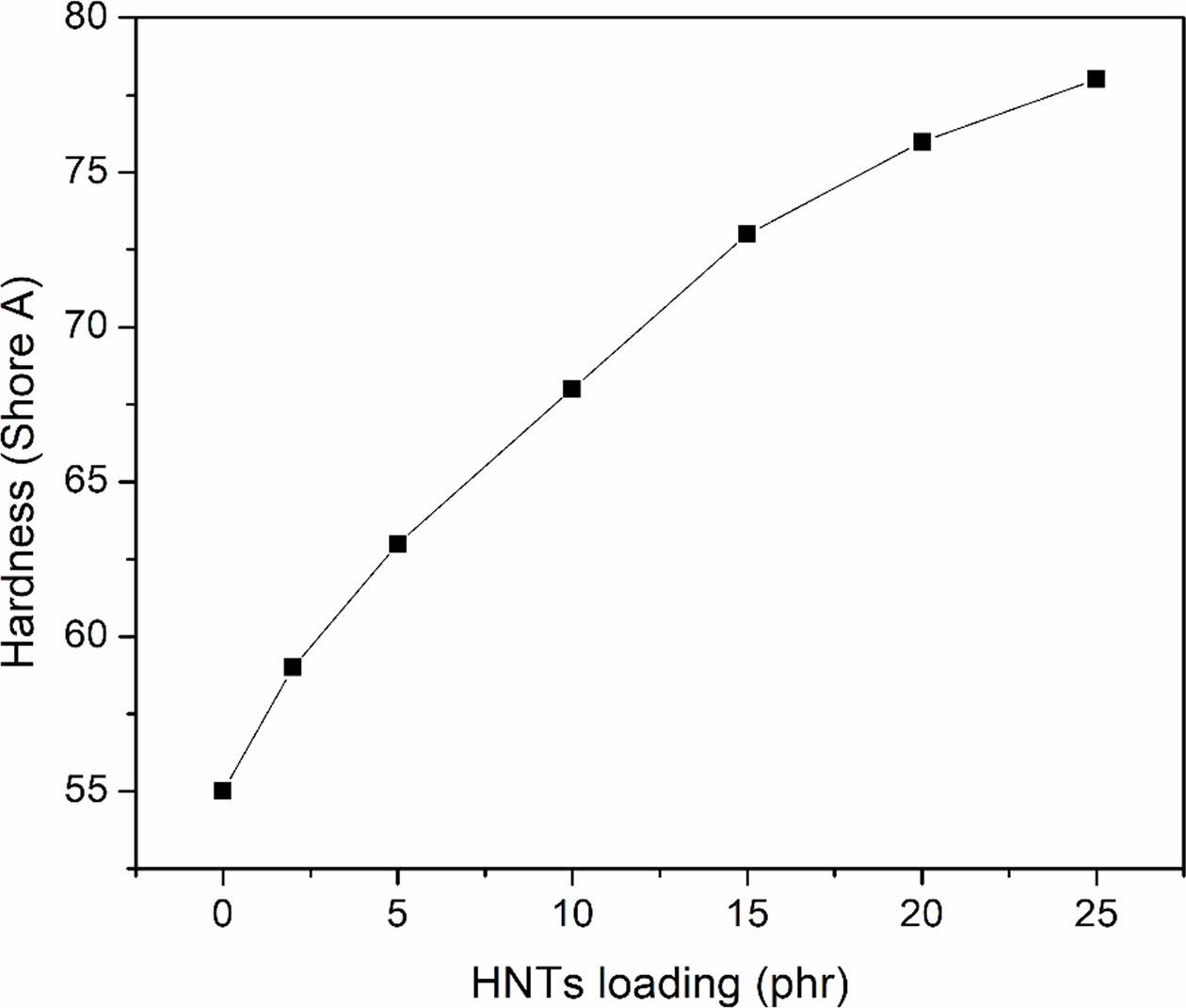
The hardness of EPDM/NBR-nanotubes composite steps-up with increase in the loading of HNTs and are revealed in Figure 7. The upsurge in the hardness of the rubber composite was due to the several parameters such as increase in crosslinking density, interaction between nanotubes and elastomer matrix, and polymer chain rigidity in the rubber compounds. The upsurge in the crosslinking density tends to increase the hardness of the EPDM/NBR composite. The crosslinking density are responsible for converting the softer material into harder one.
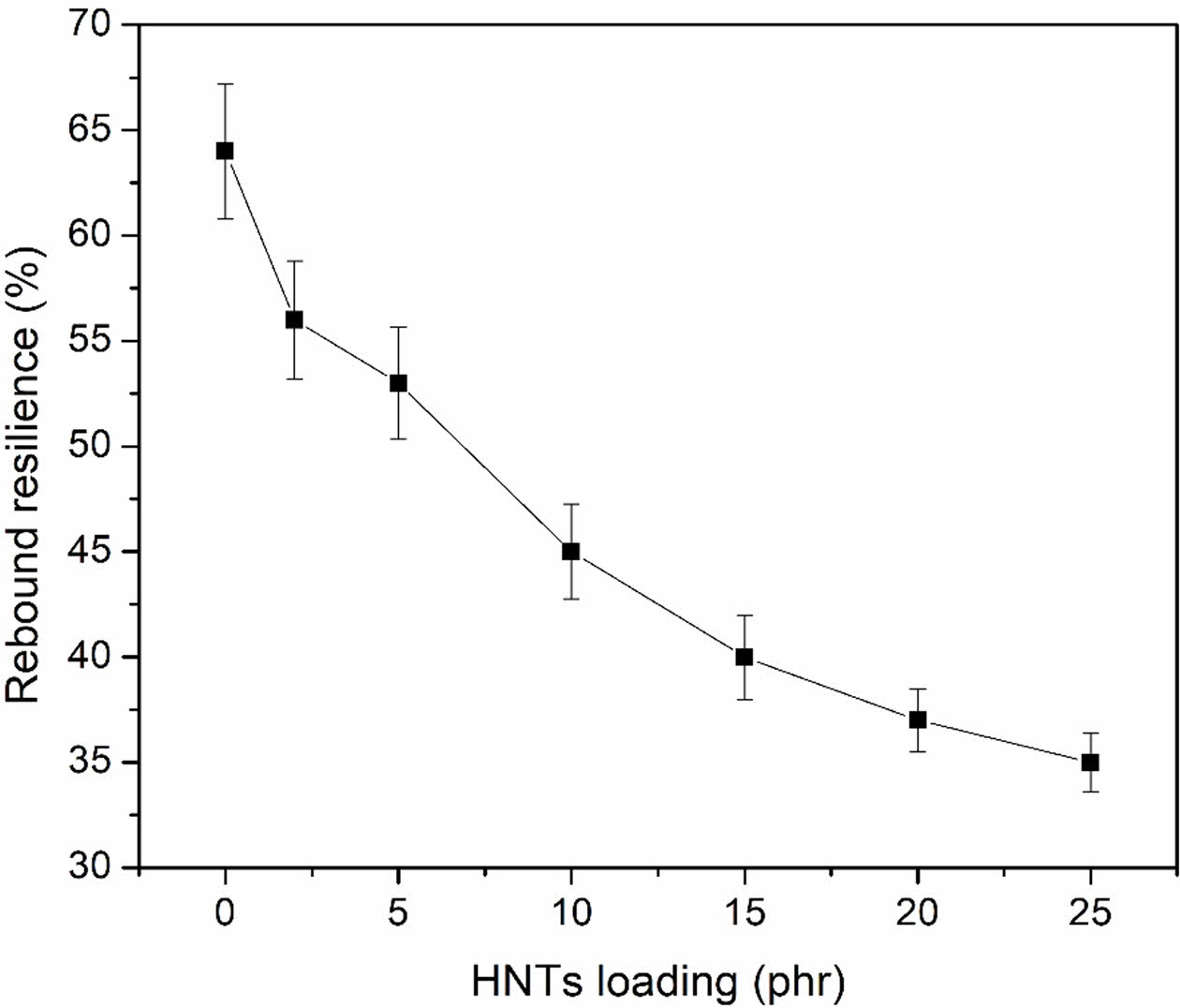
The ratio of energy recovered to energy provided for distortion by an indentation caused by a single hit is known as “rebound resilience (RR)”. The RR of the EPDM/NBR composites was exposed in Figure 8. The RR decreases with increasing content of HNT in it. The EPDM/NBR composites that have low rebound resilience possess higher hardness. The reduction of rebound resilience was attributable to the constraint of mobility of EPDM/NBR polymeric chain and was attributable to the increase in the crosslinking density of the EPDM/NBR nanocomposite. When more nanofiller particles are added to the rubber, the elastomeric chains lose some of their elasticity, lowering the rubber’s resilience. The extent of rubber-filler contact is determined by surface activity, which is a significant element. According to Jacques,61 most fillers cause a rise in hardness and a decrease in resilience in rubber, especially when additional reinforcing filler is used.
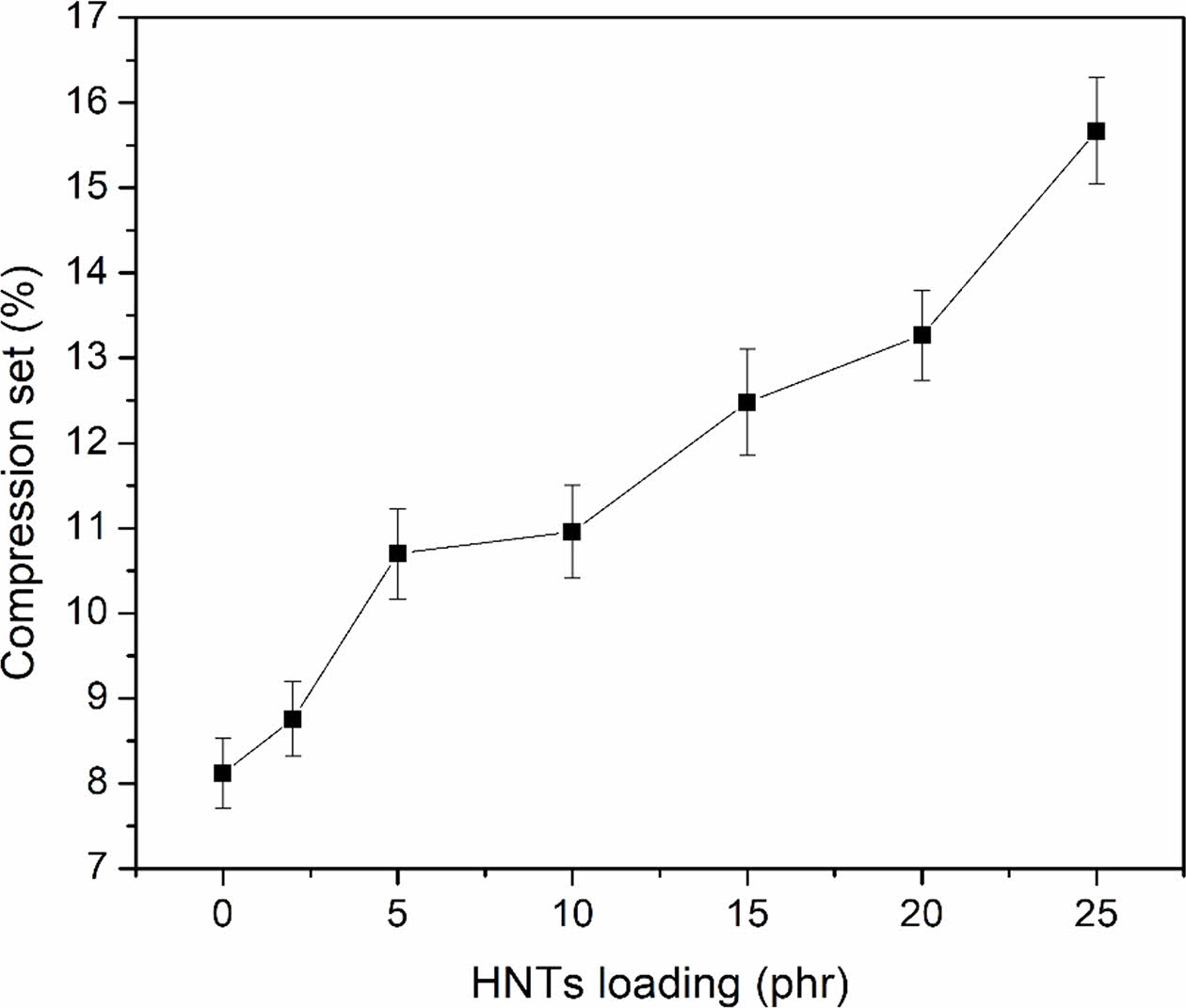
Compression Set. The compression set of the EPDM/NBR composites was clearly shown in Figure 9. The neat rubber compound exhibits a lower value in compression set. With an increase in HNTs content, the rubber composite’s compression set increases. The compression set increases attributable to the upsurge in the crosslinking density and decrease in the mobility of polymeric chains of the EPDM/NBR composite and also results in the increase in the stiffness of the composites.
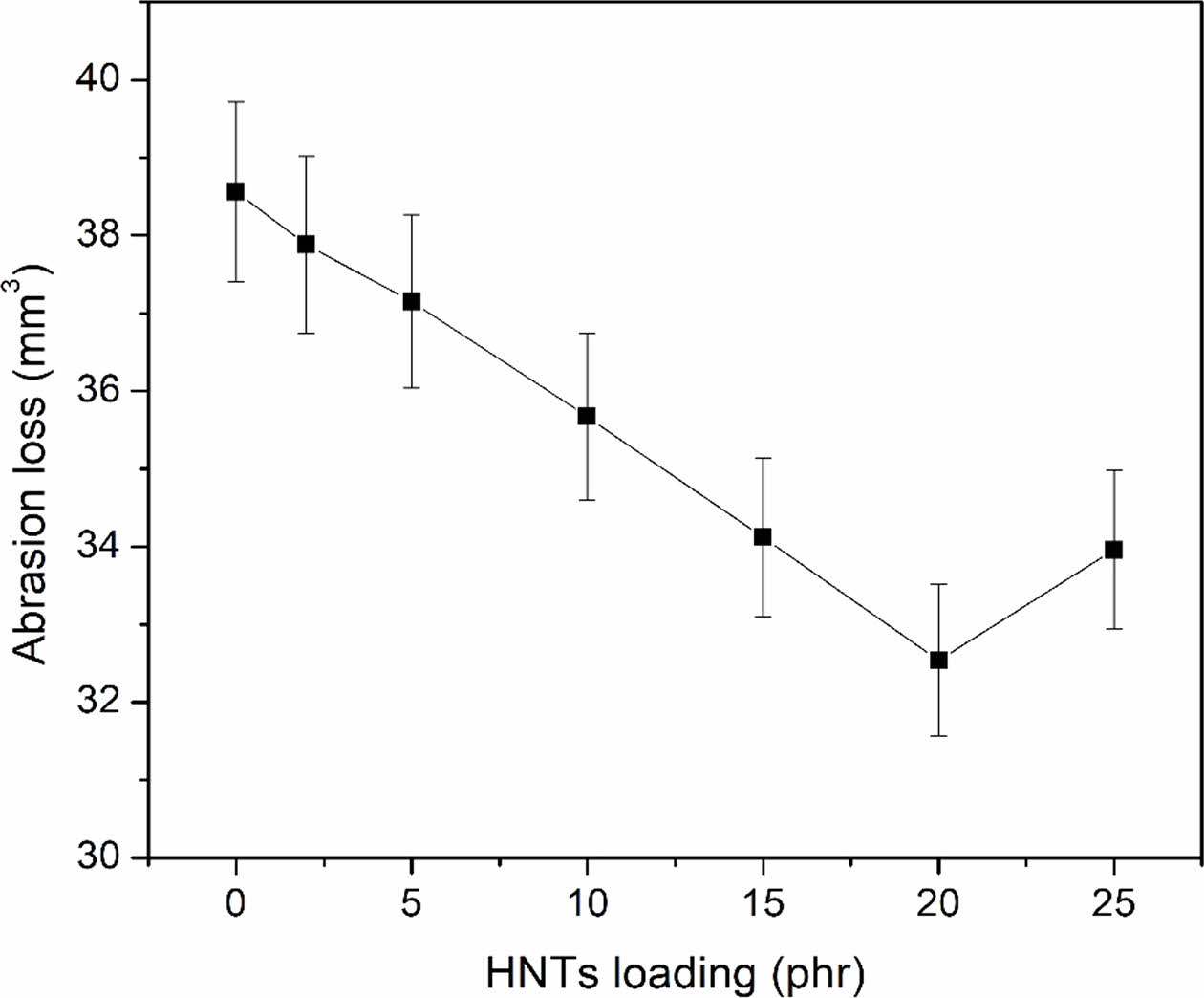
Abrasion Resistance. The ability of a solid body to withstand the gradual erosion of material from its surface due to scraping, rubbing, or erosive mechanical action is referred to as abrasion resistance. Figure 10 displays the illustration for the abrasion loss of the rubber (EPDM/NBR) composites. The figure clearly indicates wear resistance in terms of volume loss for the EPDM/NBR composites. The abrasion resistance increases with upsurge in the loading of HNT. Higher the crosslinking density of the EPDM/NBR vulcanizates was accountable for better abrasion resistance of the material. The abrasion resistance of the EPDM/NBR composites was dependent on materials (i.e., rubber matrix, reinforcing filler, curing agent, etc.) and properties (i.e., resilience, modulus, fatigability, strength and friction coefficient). The softer rubber material becomes harder as the crosslinking density rises, which in turn improves the composite’s resistance to abrasion. The decreased abrasion loss of the vulcanizates demonstrates that the reinforcing fillers, HNTs, interact preferentially with the rubber phase. Increased surface area and enhanced nanotubes-EPDM/NBR interfacial adhesion, which produce increased abrasion resistance, are most likely to blame for this improvement. Nanotubes are more abrasion resistant and adhere better than coarse tubes because of the wider interface between the nanotubes and the EPDM/NBR rubber matrix. Ganeche also found similar findings.62
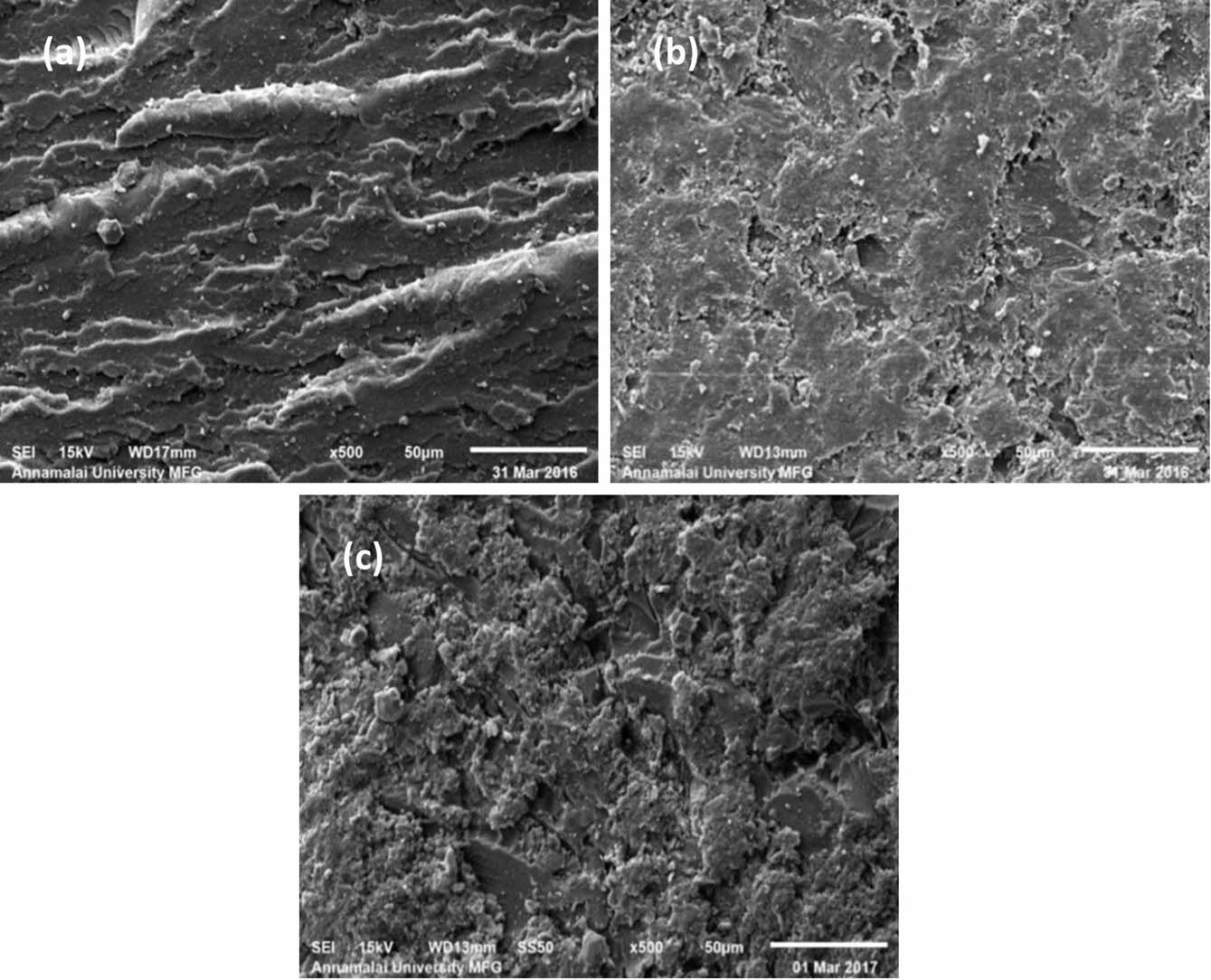
Morphology. The condition of nanoparticle dispersion in an elastomeric matrix is recognized to be a crucial component in improving nanocomposites' mechanical characteristics.63 The agglomerated nanofiller reduces mechanical characteristics, which upsurges the stress concentration in the elastomeric matrix.
Figure 11 shows a scanning electron micrograph (SEM) of the EPDM/NBR-HNTs composites' tensile fracture surface. In EPDM/NBR nanocomposites, a considerable quantity of agglomeration HNTs has been detected, as shown in Figure 11(a)-(c). Figure 11(a) shows the uniform distribution of nanotubes on the rubber material. The inter-facial contact between nanotubes and EPDM/NBR rubber material is responsible for the uniform distribution of nanotubes on the rubber material. Nanotubes are distinct nanofillers with low surface responsibility that make hydrogen bonding interfacial contact simple. Figure 11(b) shows that 15 phr HNTs loading in the EPDM/NBR rubber matrix permits noteworthy dispersion of nanotubes and also upsurges the inter-facial interaction between nanotubes and rubber material, resulting in improved tensile and tear strength, modulus and hardness properties. At a high loading of HNTs (25 phr, Figure 11(c)), a substantial amount of agglomerates of nanotubes are found in an EPDM/NBR material. This agglomeration is caused by inadequate dispersion of HNTs over EPDM/NBR rubber matrix, resulting in a loss in nanocomposites' mechanical properties.64 Many debonded HNTs also pulled away from the EPDM/NBR rubber material, owing to the poor inter-facial contact between nanotubes and the rubber material. All contents of HNT reinforced EPDM/NBR have not at all pores on the generated nanocomposites surface, which can be ascribed to better nanofiller-rubber material interaction. It may be stated that the EPDM/NBR rubber matrix has a greater dispersion of HNTs at 15 phr.
|
Figure 1 Tensile strength of composites made of EPDM, NBR, and HNTs. |
|
Figure 3 Modulus at 100% elongation of composites made of EPDM, NBR, and HNTs. |
|
Figure 2 Elongation at break of composites made of EPDM, NBR, and HNTs. |
|
Figure 4 Schematic illustration of the interaction between the HNT with EPDM/NBR chains. |
|
Figure 5 Tear strength of composites made of EPDM, NBR, and HNTs. |
|
Figure 6 Crosslinking density of composites made of EPDM, NBR, and HNTs. |
|
Figure 7 Hardness of composites made of EPDM, NBR and HNTs |
|
Figure 8 Rebound resilience of composites made of EPDM, NBR and HNTs |
|
Figure 9 Compression set of composites made of EPDM, NBR and HNTs. |
|
Figure 10 Abrasion loss of composites made of EPDM, NBR and HNTs. |
|
Figure 11 SEM micrographs of fractured surfaces of EPDM/NBRHNTs: (a) EPDM/NBR-2 phr HNTs; (b) EPDM/NBR-15 phr HNT; (c) EPDM/NBR-25 phr HNT. |
The impact of filler loading on the microstructure and characteristics of the resultant compounds was then investigated using vulcanised EPDM/NBR rubber/HNTs nanocomposites. It was found that adding HNTs to rubber compounds sped-up the cure process by cutting down on the optimal cure and scorch times, which was followed by a rise in torque output. The results demonstrated that incorporating HNTs into EPDM/NBR rubber increased the crosslink density of the material. The tensile characteristics and abrasion resistance of produced nanocomposites reflected this reinforcing action of HNTs. The nanocomposites' increased stiffness and ultimate strength demonstrated HNTs' potential efficacy on EPDM/NBR rubber samples. SEM techniques were used to observe the morphology of these findings.
- 1. Vishvanathperumal, S.; Gopalakannan, S. Reinforcement of Ethylene Vinyl Acetate with Carbon Black/silica Hybrid Filler Composites. Appl. Mechanics Mater. 2016, 852, 16-22.
-

- 2. Nugay, N.; Erman, B. Property Optimization in Nitrile Rubber Composites via Hybrid Filler Systems. J. Appl. Polym. Sci. 2001, 79, 366-371.
-
- 3. Vishvanathperumal, S.; Gopalakannan, S. Effects of the Nanoclay and Crosslinking Systems on the Mechanical Properties of Ethylene-propylene-diene Monomer/styrene Butadiene Rubber Blends Nanocomposite. Silicon, 2019, 11, 117-135.
-
- 4. Usuki, A.; Kawasumi, M.; Kojima, Y.; Okada, A.; Kurauchi, T.; Kamigaito, O. Swelling Behavior of Montmorillonite Cation Exchanged for ω-amino Acids by ϵ-caprolactam. J. Mater. Res. 1993, 8, 1174-1178.
-
- 5. Munusamy, Y.; Ismail, H.; Mariatti, M.; Ratnam, C. T. Ethylene Vinyl Acetate/natural Rubber/organoclay Nanocomposites: Effect of Sulfur and Peroxide Vulcanization. J. Reinf. Plast. Compos. 2008, 27, 1925-1945.
-
- 6. Vishvanathperumal, S.; Navaneethakrishnan, V.; Gopalakannan, S. The Effect of Nanoclay and Hybrid Filler on Curing Characteristics, Mechanical Properties and Swelling Resistance of Ethylene-vinyl Acetate/styrene Butadiene Rubber Blend Composite. J. Adv. Microsc. Res. 2018, 13, 469-476.
-
- 7. Shanmugharaj, A. M.; Bae, J. H.; Lee, K. Y.; Noh, W. H.; Lee, S. H.; Ryu, S. H. Physical and Chemical Characteristics of Multiwalled Carbon Nanotubes Functionalized with Aminosilane and Its Influence on the Properties of Natural Rubber Composites. Compos. Sci. Technol. 2007, 67, 1813-1822.
-
- 8. Ismail, H.; Salleh, S. Z.; Ahmad, Z. Properties of Halloysite Nanotubes-filled Natural Rubber Prepared Using Different Mixing Methods. Mater. Des. 2013, 50, 790-797.
-
- 9. Zhong, B.; Jia, Z.; Hu, D.; Luo, Y.; Guo, B.; Jia, D. Surface Modification of Halloysite Nanotubes by Vulcanization Accelerator and Properties of Styrene-butadiene Rubber Nanocomposites with Modified Halloysite Nanotubes. Appl. Surf. Sci. 2016, 366, 193-201.
-
- 10. Guo, B.; Lei, Y.; Chen, F.; Liu, X.; Du, M.; Jia, D. Styrene-butadiene Rubber/halloysite Nanotubes Nanocomposites Modified by Methacrylic Acid. Appl. Surf. Sci. 2008, 5, 2715-2722.
-
- 11. Yang, S.; Zhou, Y.; Zhang, P.; Cai, Z.; Li, Y.; Fan, H. Preparation of High Performance NBR/HNTs Nanocomposites Using an Electron Transferring Interaction Method. Appl. Surf. Sci. 2017, 425, 758-764.
-
- 12. Pasbakhsh, P.; Ismail, H.; Fauzi, M. N. A.; Abu Bakar, A. EPDM/Modified Halloysite Nanocomposites. Appl. Clay Sci. 2010, 48, 405-413.
-
- 13. Ismail, H.; Pasbakhsh, P.; Fauzi, M. N. A.; Abu Bakar, A. Morphological, Thermal and Tensile Properties of Halloysite Nanotubes Filled Ethylene Propylene Diene Monomer (EPDM) Nanocomposites. Polym. Test. 2008, 27, 841-850.
-
- 14. Berahman, R.; Raiati, M.; Mazidi, M. M.; Paran, S. M. R. Preparation and Characterization of Vulcanized Silicone Rubber/halloysite Nanotube Nanocomposites: Effect of Matrix Hardness and HNT Content. Mater. Des. 2016, 104, 333-345.
-
- 15. Liu, M.; Guo, B.; Du, M.; Jia, D. Drying Induced Aggregation of Halloysite Nanotubes in Polyvinyl Alcohol/halloysite Nanotubes Solution and its Effect on Properties of Composite Film. Appl. Phys. A 2007, 88, 391-395.
-
- 16. Joussein, E.; Petit, S.; Churchman, G. J.; Theng, B. K. G.; Righi, D.; Delvaux, B. Halloysite Clay Minerals - A Review. Clay Miner. 2005, 40, 383-426.
-
- 17. Levis, S. R.; Deasy, P. B. Characterisation of Halloysite for Use as a Microtubular Drug Delivery System. Int. J. Pharm. 2007, 243, 125-134.
-
- 18. Ye, Y.; Chen, H.; Wu, J.; Ye, L. High Impact Strength Epoxy Nanocomposites with Natural Nanotubes. Polym. 2007, 48, 6426-6433.
-
- 19. Liu, M.; Jia, Z.; Jia, D.; Zhou, C. Recent Advance in Research on Halloysite Nanotubes-polymer Nanocomposite. Prog. Polym. Sci. 2014, 39, 1498-1525.
-
- 20. Yuan, P.; Tan, D.; Annabi-Bergaya, F. Properties and Applications of Halloysite Nanotubes: Recent Research Advances and Future Prospects. Appl. Clay Sci. 2015, 112, 75-93.
-
- 21. Tan, D.; Yuan, P.; Liu, D.; Du, P. Surface Modifications of Halloysite. Dev. Clay Sci. 2016, 7, 167-201.
-
- 22. Lvov, Y.; Abdullayev, E. Functional Polymer–clay Nanotube Composites with Sustained Release of Chemical Agents. Prog. Polym. Sci. 2013, 38, 1690-1719.
-
- 23. Duce, C.; Ciprioti, S. V.; Ghezzi, L.; Ierardi, V.; Tinè, M. R. Thermal Behavior Study of Pristine and Modified Halloysite Nanotubes. J. Therm. Anal. Calorim. 2015, 121, 1011-1019.
-
- 24. Rawtani, D.; Agrawal, Y. K. Halloysite as Support Matrices: A Review. Emerg. Mater. Res. 2012, 1, 212-220.
- 25. Findik, F.; Yilmaz, R.; Koksal, T. Investigation of Mechanical and Physical Properties of Several Industrial Rubbers. Mater. Des. 2004, 25, 269-276.
-
- 26. Vishvanathperumal, S.; Anand, G. Effect of Nanosilica and Crosslinking System on the Mechanical Properties and Swelling Resistance of EPDM/SBR Nanocomposites with and Without TESPT. Silicon, 2021, 13, 3473-3497.
-
- 27. Shokri, A. A.; Bakhshandeh, G.; Farahani, T. G. An Investigation of Mechanical and Rheological Properties of NBR/PVC Blends: Influence of Anhydride Additives, Mixing Procedure and NBR Form. Iran. Polym. J. 2006, 15, 227-237.
- 28. Vishvanathperumal, S.; Navaneethakrishnan, V.; Anand, G.; Gopalakannan, S. Evaluation of Crosslink Density Using Material Constants of Ethylene-Propylene-Diene Monomer/Styrene-Butadiene Rubber with Different Nanoclay Loading: Finite Element Analysis-Simulation and Experimental. Advanced Science, Eng. Medicine, 2020, 12, 632-642.
-
- 29. Ismail, H.; Jaffri, R. M.; Rozman, H. D. The Effects of Filler Loading and Vulcanization System on Properties of Oil Palm Wood Flour-Natural Rubber Composites. J. Elastom. Plast. 2003, 35, 181-192.
-
- 30. Mohamed, G. M.; Abd-El-Messieh, S. L.; El-Sabbagh, S. H.; Younan, A. F. Electrical and Mechanical Properties of Polyethylene Rubber Blends. J. Appl. Polym. Sci. 1998, 69, 775-783.
-
- 31. El-Nashar, D. E.; Turky, G. Effect of Mixing Conditions and Chemical Cross Linking Agents on the Physicomechanical and Electrical Properties of NR/NBR Blends. Polym. Plast. Technol. Eng. 2003, 42, 269-284.
-
- 32. Jovanovic, V.; Jovanovic, S. S.; Simendic, J. B.; Markovic, G.; Cincovic, M. M. Composites Based on Carbon Black Reinforced NBR/EPDM Rubber Blends. Compos. B 2013, 45, 333-340.
-
- 33. Kucukpinar, E.; Doruker, P. Molecular Simulations of Gas Transport in Nitrile Rubber and Styrene Butadiene Rubber. Polymer, 2006, 47, 7835-7845.
-
- 34. Botros, S. H.; Tawfic, M. L. Synthesis and Characteristics of MAH-g-EPDM Compatibilized EPDM/NBR Rubber Blends. J. Elastomers & Plastics, 2006, 38, 349-365.
-
- 35. Jovanović, V.; Samaržija-Jovanović, S.; Budinski-Simendić, J.; Marković, G.; Marinović-Cincović, M. Composites Based on Carbon Black Reinforced NBR/EPDM Rubber Blends. Compos. Part B: Eng., 2013, 45, 333-340.
-
- 36. Manoj, K. C.; Unnikrishnan, G. Cure Characteristics, Morphology and Mechanical Properties of Ethylene–propylene–diene–monomer Rubber/Acrylonitrile Butadiene Rubber Blends. J. Appl. Polym. Sci. 2007, 105, 908-914.
-
- 37. El-Gamal, A. A.; Alsuhaiqi, H. M.; Hassan, H. H. Effect of Compression Pressure on the Ethylene Propylene Diene Terpolymer (EPDM)/acrylonitrile Butadiene Copolymer (NBR) Rubber Blends Filled with Different Types of Carbon Black. J. Macromol. Sci. B: Phys. 2017, 56, 697-708.
-
- 38. Ashok, N.; Webert, D.; Suneesh, P. V.; Balachandran, M. Mechanical and Sorption Behaviour of Organo-modified Montmorillonite Nanocomposites Based on EPDM - NBR Blends. Materials Today: Proceedings 2018, 5, 16132-16140.
-
- 39. Basha, S. K. T.; Divya, R.; Menon, A. U.; Ashok, N.; Balachandran, M. Cure and Degradation Kinetics of Sulfur Cured Nanocomposites of EPDM-NBR Rubber Blends. Materials Today: Proceedings, 2018, 5, 23586-23595.
-
- 40. Ersali, M.; Fazeli, N.; Gh. Naderi, Preparation and Properties of EPDM/NBR/Organoclay Nanocomposites. Int. Polym. Process. 2012, 27, 187-195.
-
- 41. Jovanović, S. S.; Jovanović, V.; Marković, G.; Konstantinović, S.; Cincović, M. M. Nanocomposites Based on Silica-reinforced Ethylene–propylene–diene–monomer/acrylonitrile–butadiene Rubber Blends. Compos. B: Eng. 2011, 42, 1244-1250.
-
- 42. Hoikkanen, M.; Poikelispää, M.; Das, A.; Honkanen, M.; Dierkes, W.; Vuorinen, J. Effect of Multiwalled Carbon Nanotubes on the Properties of EPDM/NBR Dissimilar Elastomer Blends. Polym. Plast. Technol. Eng. 2015, 54, 402-410.
-
- 43. Sundar, R.; Mohan, S. K.; Vishvanathperumal, S. Effect of Surface Modified Halloysite Nanotubes (mHNTs) on the Mechanical Properties and Swelling Resistance of EPDM/NBR Nanocomposites. Polymer Korea, 2022, 46, 728-743.
-
- 44. Prasertsri, S.; Saehan, E.; Nuinu, P. Mechanical Properties, Oil and Ozone Resistance of EPDM/NBR Blends Filled with Hybrid Fillers for Fuel Tank Rubber-Cover Applications. Burapha Sci. J., 2021, 26, 71-89.
- 45. Manoj, K. C.; Unnikrishnan, G. Cure Characteristics, Morphology, and Mechanical Properties of Ethylene–propylene–diene–monomer Rubber/acrylonitrile Butadiene Rubber Blends. J. Appl. Polym. Sci. 2007, 105, 908-914.
-
- 46. Manoj, K. C.; Kumari, P.; Rajesh, C.; Unnikrishnan, G. Aromatic Liquid Transport Through Filled EPDM/NBR Blends. J. Polym. Res. 2010, 17, 1-9.
-
- 47. Manoj, K. C.; Kumari, P.; Unnikrishnan, G. Cure Characteristics, Swelling Behaviors, and Mechanical Properties of Carbon Black Filler Reinforced EPDM/NBR Blend System. J. Appl.Polym. Sci. 2011, 120, 2654-2662.
-
- 48. Ersali, M.; Fazeli, N.; Naderi, G. Preparation and Properties of EPDM/NBR/organoclay Nanocomposites. Int. Polym. Proc., 2012, 27, 187-195.
-
- 49. Oliveira, M. G.; Gomes, A. C.; Almeida, M. S.; Soares, B. G. Reactive Compatibilization of NBR/EPDM Blends by the Combination of Mercapto and Oxazoline Groups. Macromol. Chem. Phys. 2004, 205, 465-475.
-
- 50. Theja, R.; Kilari, N.; Vishvanathperumal, S.; Navaneethakrishnan, V. Modeling Tensile Modulus of Nanoclay-filled Ethylene–propylene–diene Monomer/styrene–butadiene Rubber Using Composite Theories. J. Rubber Res. 2021, 24, 847-856.
-
- 51. Anand, G.; Vishvanathperumal, S. Properties of SBR/NR Blend: The Effects of Carbon Black/Silica (CB/SiO2) Hybrid Filler and Silane Coupling Agent. Silicon, 2022, 14, 9051-9060.
-
- 52. Vishvanathperumal, S.; Anand, G. Effect of Nanosilica on the Mechanical Properties, Compression Set, Morphology, Abrasion and Swelling Resistance of Sulphur Cured EPDM/SBR Composites. Silicon, 2022, 14, 3523-3534.
-
- 53. Manoj, K. C.; Kumari, P.; Rajesh, C.; Unnikrishnan, G. Aromatic Liquid Transport Through Filled EPDM/NBR Blends. J. Polym. Res. 2010, 17, 1-9.
-
- 54. Flory, P. J.; Rehner, J. Statistical Mechanics of Cross-Linked Polymer Networks I. Rubberlike Elasticity. J. Chem. Phys. 1943, 11, 512.
-
- 55. Sujith, A.; Unnikrishnan, G. Molecular Sorption by Heterogeneous Natural Rubber/poly(ethylene-co-vinylacetate) Blend Systems. J. Polym. Res. 2006, 13, 171-180.
-
- 56. Thomas, P. C.; Tomlal, J. E.; Selvin T. P.; Thomas, S.; Joseph, K. High-performance Nanocomposites Based on Arcylonitrile-butadiene Rubber with Fillers of Different Particle Size: Mechanical and Morphological Studies. Polym. Compos. 2010, 31, 1515-1524.
-
- 57. Vishvanathperumal, S.; Anand, G. Effect of Nanoclay/nanosilica on the Mechanical Properties, Abrasion and Swelling Resistance of EPDM/SBR Composites. Silicon, 2020, 12, 1925-1941.
-
- 58. Frohlich, J.; Niedermeir, W.; Luginsland, H. D. The Effect of Filler–filler and Filler–elastomer Interaction on Rubber Reinforcement. Compos. A: Appl. Sci. Manuf. 2005, 36, 449-460.
-
- 59. Wang, M. Toughness Characteristics of Synthetic Fibre-reinforced Cementitious Composites. Fatigue Fract. Eng. M. 1998, 21, 521-532.
-
- 60. Vishvanathperumal, S.; Gopalakannan, S. Swelling Properties, Compression Set Behavior and Abrasion Resistance of Ethylene-propylene-diene Rubber/styrene-butadiene Rubber Blend Nanocomposites. Polym. Korea 2017, 41, 433-442.
-
- 61. Jacques, J. E. Rubber Technology and Manufacture. In Rubber Compounding, 2nd ed.; Blow, C. M.; Hepburn, C., Eds.; Butterworths: London, 1985; pp 386-387.
- 62. Ganeche, P. S.; Balasubramanian, P.; Vishvanathperumal, S. Halloysite Nanotubes (HNTs)-filled Ethylene-propylene-diene Monomer/styrene-butadiene Rubber (EPDM/SBR) Composites: Mechanical, Swelling, and Morphological Properties. Silicon, 2022, 14, 6611-6620.
-
- 63. Rooj, S.; Das, A.; Thakur, V.; Mahaling, R. N.; Bhowmick, A. K.; Heinrich, G. Preparation and Properties of Natural Nanocomposites Based on Natural Rubber and Naturally Occurring Halloysite Nanotubes, Mater. Des. 2010, 31, 2151-2156.
-
- 64. Zhong, B.; Dong, H.; Lin, J.; Jia, Z.; Luo, Y.; Jia, D.; Liu, F. Preparation of Halloysite Nanotubes-Silica Hybrid Supported Vulcanization Accelerator for Enhancing Interfacial and Mechanical Strength of Rubber Composites. Ind. Eng. Chem. Res. 2017, 56, 9135-9142.
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2022 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2023; 47(2): 221-232
Published online Mar 25, 2023
- 10.7317/pk.2023.47.2.221
- Received on Dec 2, 2022
- Revised on Jan 25, 2023
- Accepted on Jan 30, 2023
Services
- Full Text PDF
- Abstract
- ToC
- Conflict of Interest
Introduction
Experimental
Results and Discussion
Conclusions
- References
Shared
Correspondence to
- K. Ragupathy
-
Department of Mechanical and Automation Engineering, Agni College of Technology, Chennai - 600130, India
- E-mail: ragupathy86@gmail.com
- ORCID:
0000-0001-9799-8601
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr