



- Critical Review of Heat-resistant and Mechanical Properties of Acrylonitrile -butadiene-styrene (ABS) Modification for Fused Deposition Modeling (FDM)
Dian Chen Li, Guang Liang Qu, Shan Long Che, Yi Ming Wang*, and Jin Ding†

Naval Architecture and Port Engineering College, Shandong jiaotong University, Weihai, 264209, China
*Wanhua Chemical (Yantai) Chlor-Alkali Thermal Power Co., Ltd, Yantai, 264006, China- Fused Deposition Modeling(FDM)을 위한 Acrylonitrile-butadiene-styrene(ABS) 개질의 열 저항성과 기계적 물성 리뷰
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
Fused deposition modeling (FDM) is the most widely used in three-dimensional printing (3D printing) field. As the main raw material for FDM, acrylonitrile-butadiene-styrene (ABS) has many excellent characteristics and evident price advantages. It is used in production and usually has certain special requirements, of which heat-resistance is the most common. This paper is intended to summarize the latest research status and achievements of FDM and the heat-resistant modifiers of ABS resin used for FDM. These researches are important in improving the whole properties expanding and enriching the applications of FDM 3D-printed ABS parts. This paper is aimed to give some help and references to the researchers who are specializing in 3D printing and polymer blending fields.
The latest research status and achievements of fused deposition modeling (FDM) and the heat-resistant modifiers of acrylonitrile-butadiene-styrene (ABS) resin for FDM were reviewed. The optimization of FDM parameters for ABS materials was summarized.
Keywords: fused deposition modeling, heat-resistance, acrylonitrile-butadiene-styrene resin, 3D printing, polymer blending.
The authors sincerely acknowledge the financial support by the Natural Science Foundation of Shandong Province (grant no. ZR2020KF024), Yantai City Science and Technology Plan Project (grant no. 2022ZDCX016), the University Research Project of Shandong Province (grant no. J17KB007), and Natural Science Foundation of Shandong Jiaotong University (grant no. Z201937).
The authors declare that there is no conflict of interest.
3D printing is a rapid prototyping technology where materials are stacked layer by layer and bonded into a solid entity. It is also known as additive manufacturing because of the processing characteristics.1,2 It is difficult for traditional processing methods to accurately control the distribution of various materials, so only parts with relatively simple material distribution can be prepared. However, 3D printing technology can realize the controllable quantitative on-demand printing of various materials and produce special-shaped parts with different components and distributions. It has broad application prospects in aerospace, special industry, medical engineering and other fields.3
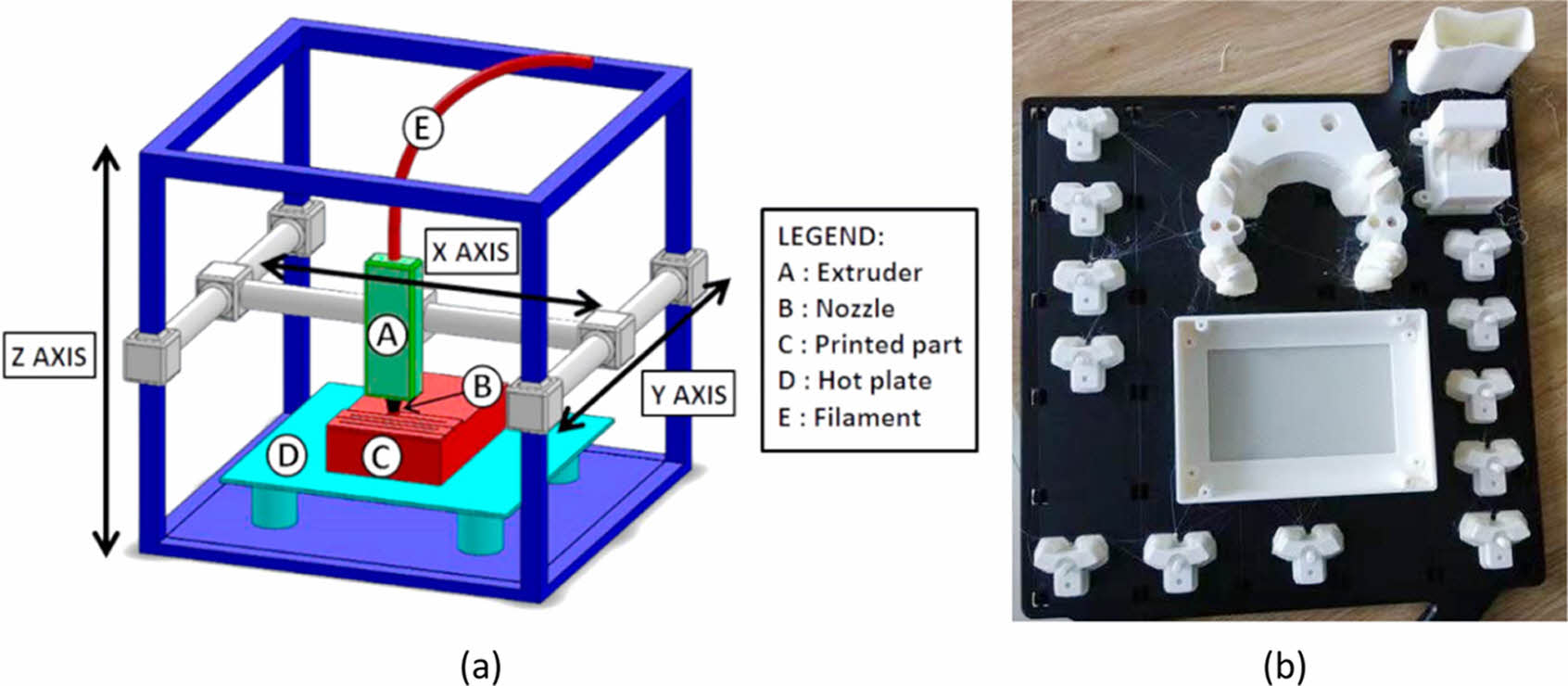
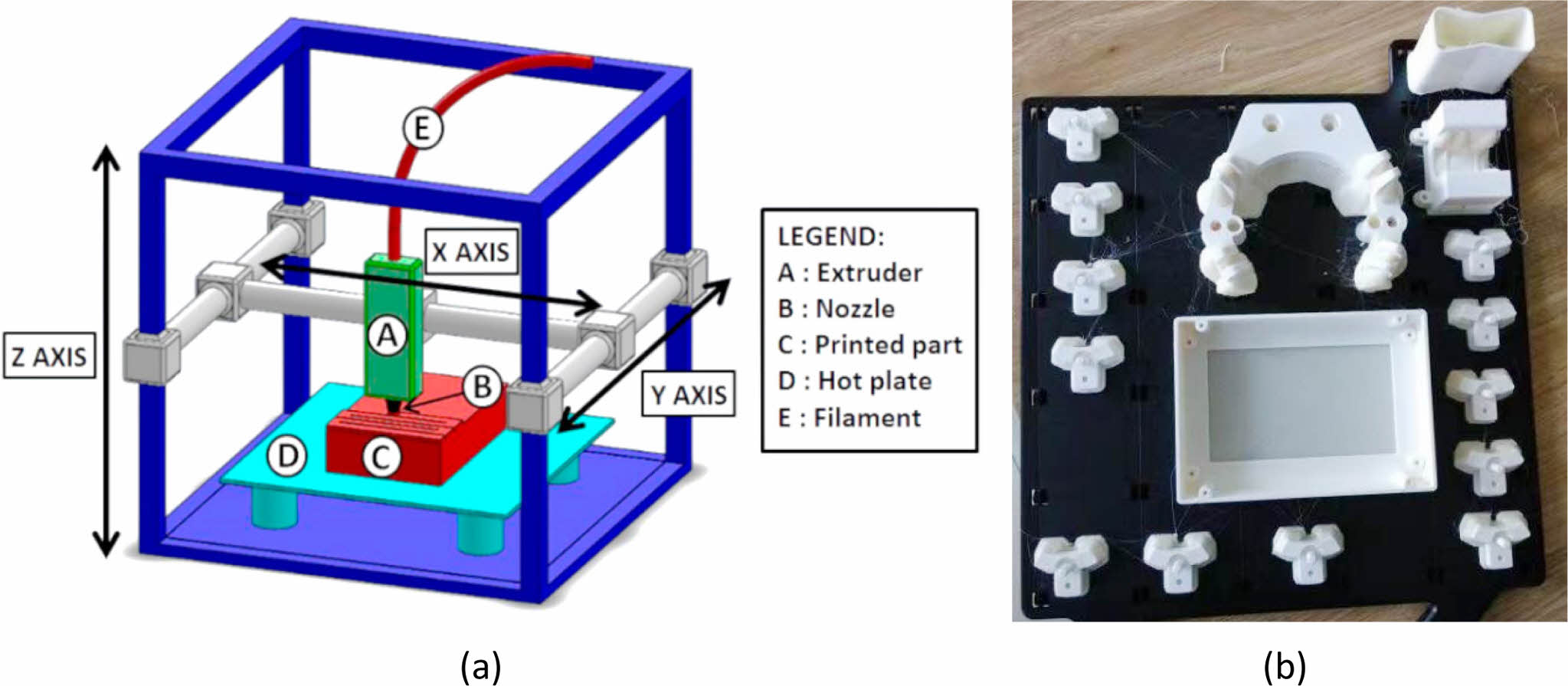
Since the 1980s, under the high demand of the manufacturing industry, a variety of 3D printing methods have been invented, which can be roughly divided into several categories: stereo lithography apparatus (SLA), selective laser sintering (SLS), laminated object manufacturing (LOM) and fused deposition modeling (FDM), etc.4 Among many 3D printing technologies, FDM is the most popular. A typical FDM printer schematic and products are shown in Figure 1.5 It is simple to operate and does not require the involvement of solvents or glue in the manufacturing process. Moreover, most FDM printing equipment requires small working size and has low requirements on the printing environment. The thermoplastic filament material is continuously fed into an extruder, where it is heated and melted into a highly viscous fluid. Subsequently, the melted material is extruded through the nozzle, and the pattern calculated by the printer control software is deposited layer by layer on the heating table to finally realize the forming and manufacturing of parts.6,7 Although FDM has many advantages, the process has problems such as interlayer porosity, material anisotropy and poor interface bonding performance, which affect the appearance, quality, function and safety of the final product. Developing and researching new materials are the key scientific problems faced by FDM molding technology in recent years.
Acrylonitrile-butadiene-styrene (ABS) material is a resin with high toughness, high strength, and easy processing, which is composed of acrylonitrile (AN), butadiene (BD) and styrene (St). As the second largest application material of FDM printing, the development of ABS materials has driven the development of 3D printing technology. However, problems such as warping cracking and poor thermal stability during printing have greatly limited the development of 3D printing technology.8-10 In particular, the improvement of heat-resistance stability has become an urgent problem that needs to be solved through ABS material modification.11 The modification of ABS resin materials can be divided into physical modification and chemical modification. Physical modification indicates that no chemical reaction takes place, and the material properties are changed primarily through physical mixing, such as the melt blending method. Chemical modification refers to changing the properties of materials through various chemical reactions or introducing new functional groups.
In order to obtain better heat-resistant ABS materials for 3D printing, the ABS blending with three kinds of heat-resistant modification was reviewed, the advantages and disadvantages of the blended materials were discussed. Finally, the optimization of FDM parameters for ABS materials was summarized.
|
Figure 1 Schematic and products of typical FDM printer: (a) the schematic diagram of typical FDM structure; (b) the FDM molding physical picture.5 |
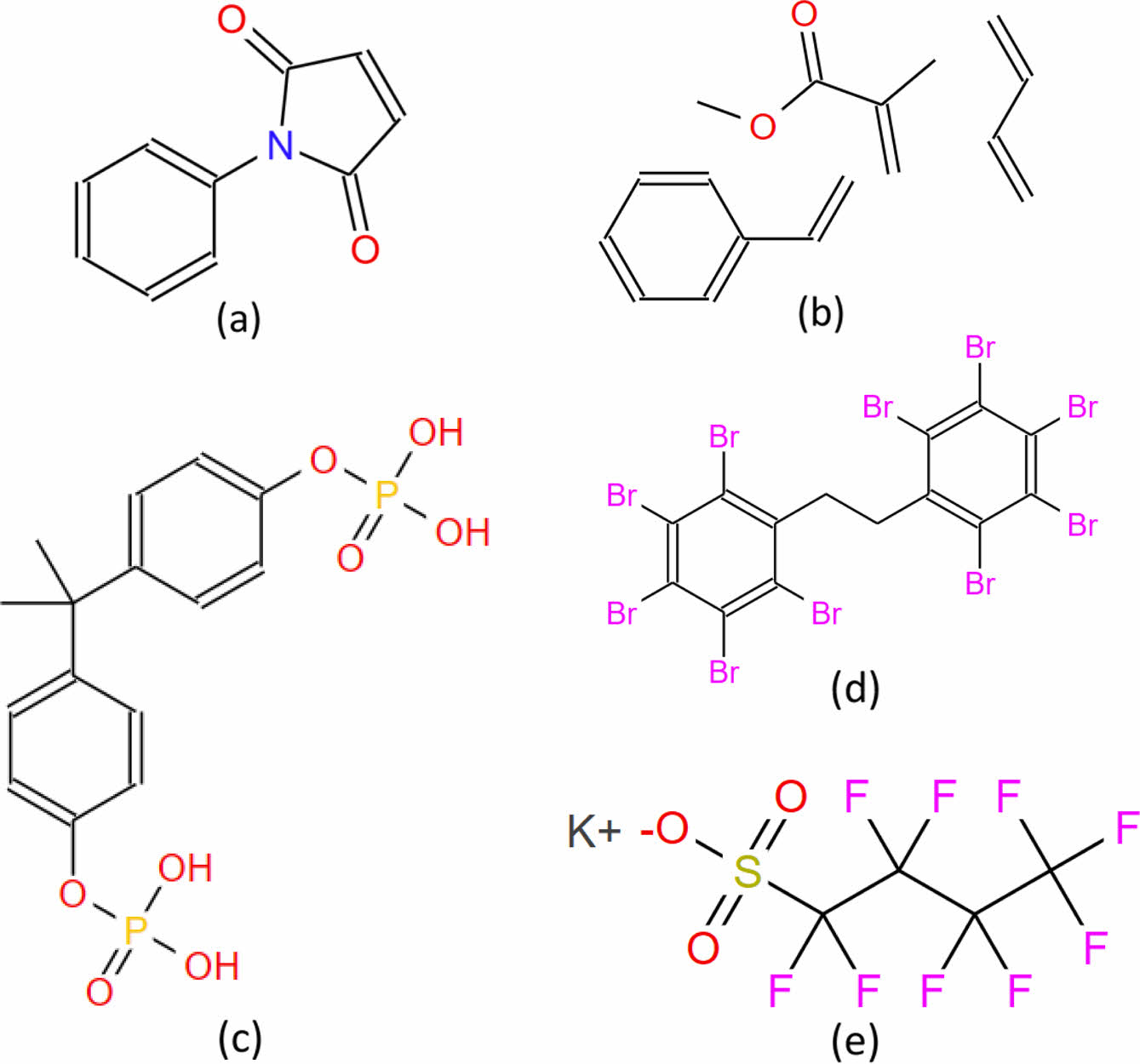
The N-PMI group has a rigid five-membered ring structure, which can prevent the rotation of ABS resin molecular chain when the temperature rises,12,13 thereby achieving high heat-resistance. Given the poor compatibility between N-PMI and ABS materials,14 other materials will be added to the modification process to promote the compatibility of the N-PMI group and ABS material. Figure 2(a) showed the molecular structure formula of N-PMI.
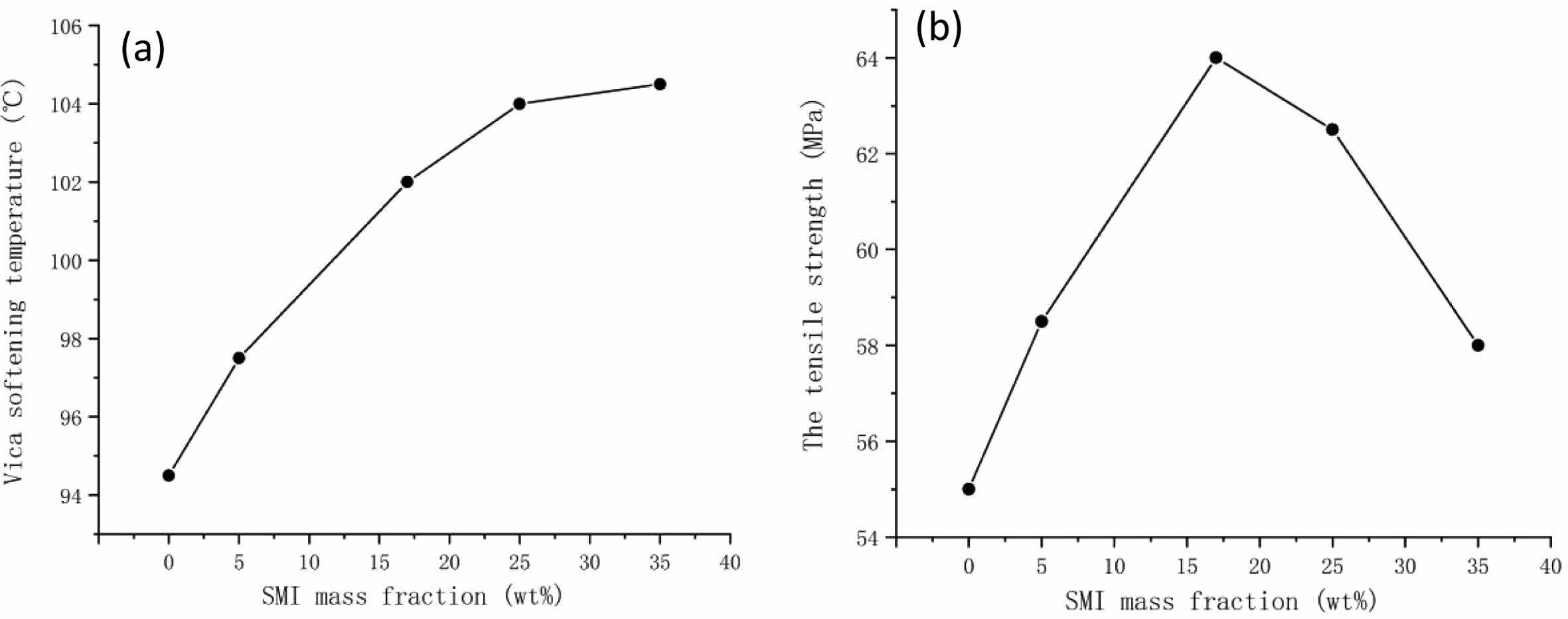
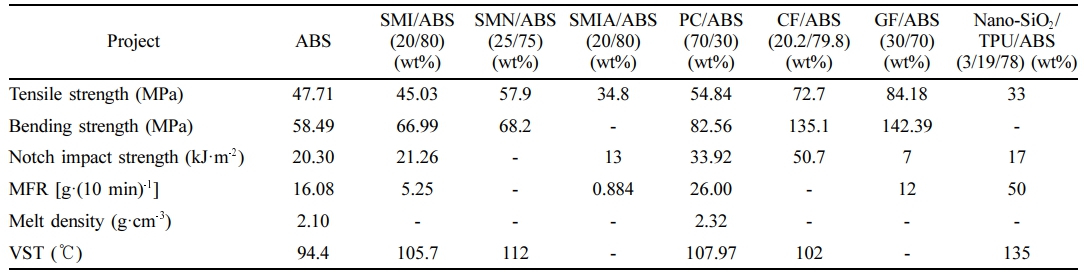
Blending of ABS and St/N-phenyl Maleimide (SMI) Copolymer. The copolymers of N-PMI with St, maleic anhydride (MAH) and other monomers are excellent heat resistant modifiers. Shen et al.15 synthesized St and N-PMI through solution copolymerization to obtain SMI copolymer. Figure 3 showed the changes of Vica softening temperature (VST) and tensile strength of blends under different mass fractions of SMI. After melt blending of this copolymer with ABS materials, they found that its VST had been improved to a certain extent under the mass fraction of 17 wt%. Once the mass fraction was exceeded, its tensile strength showed an obvious decreasing trend. Li et al.16 found that SMI copolymer could be synthesized by imidization from styreneco-maleic anhydride (SMA) and aniline. SMI has good heat-resistance and good compatibility with ABS materials. Table 1 showed the comprehensive properties of SMI/ABS blend samples. Therefore, the copolymer is often used to improve the heat-resistance of ABS materials. SMA material has good heat-resistance and other advantages, but its MAH in structure is easy to hydrolyze, resulting in poor stability in practical application. However, SMI introduced a benzene ring based on SMA, which improved the heat-resistance and stability of the MAH group.
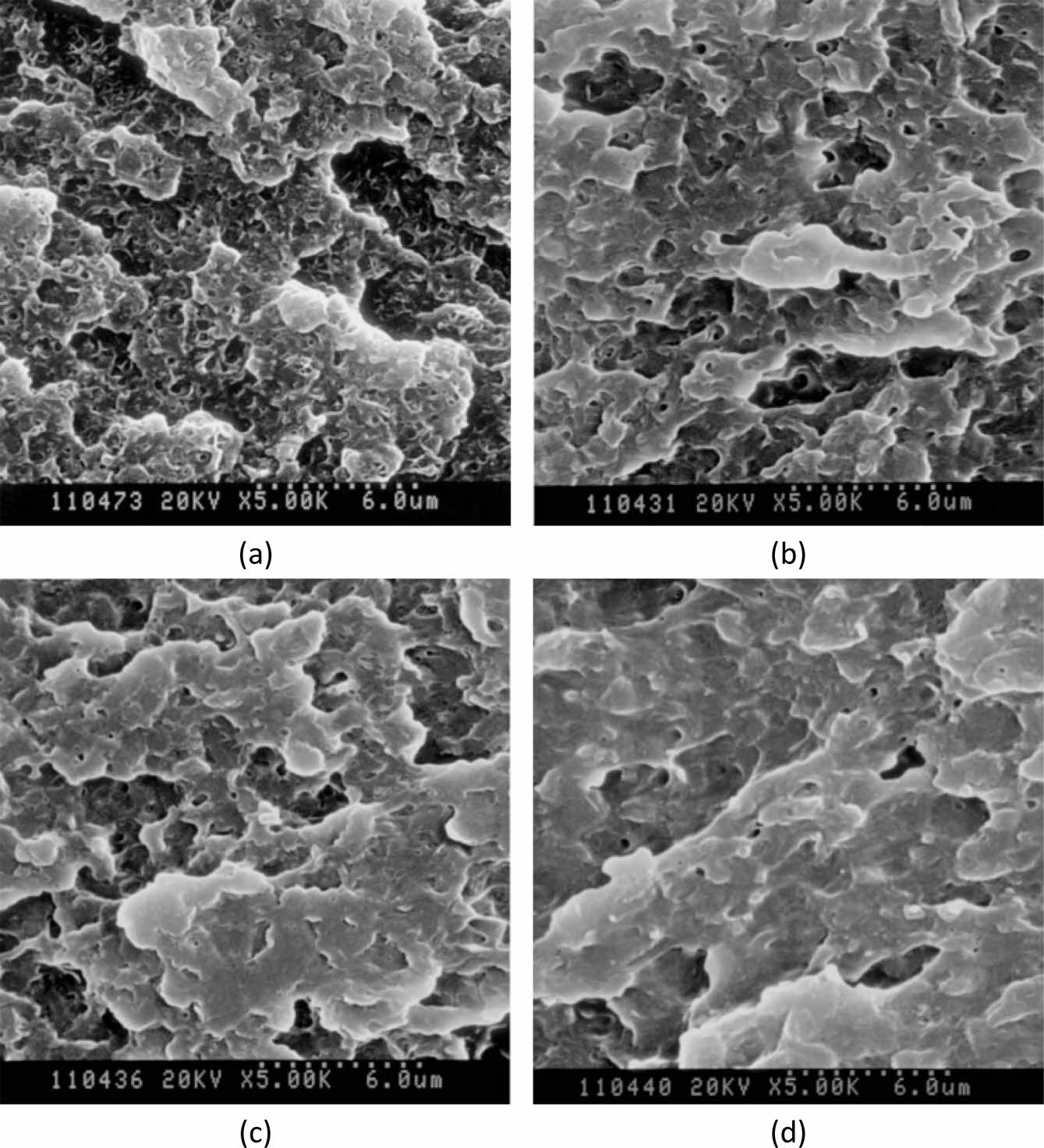
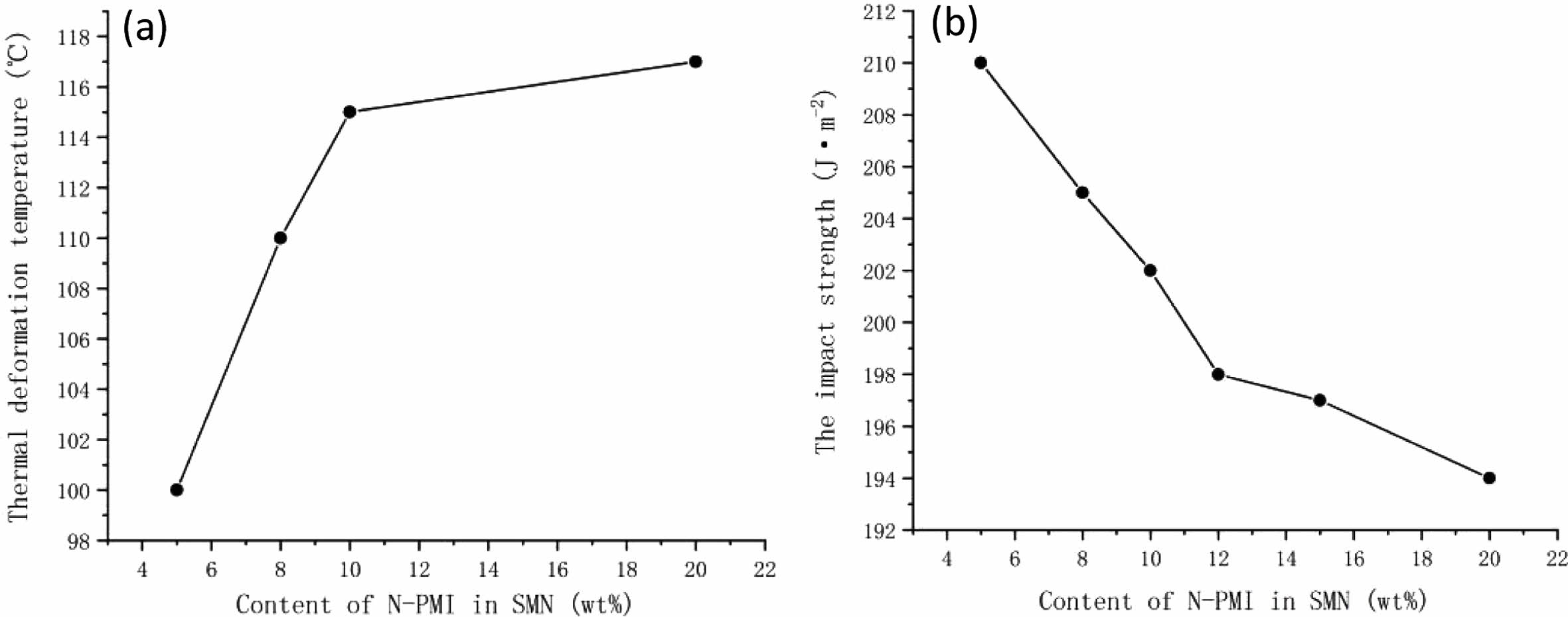
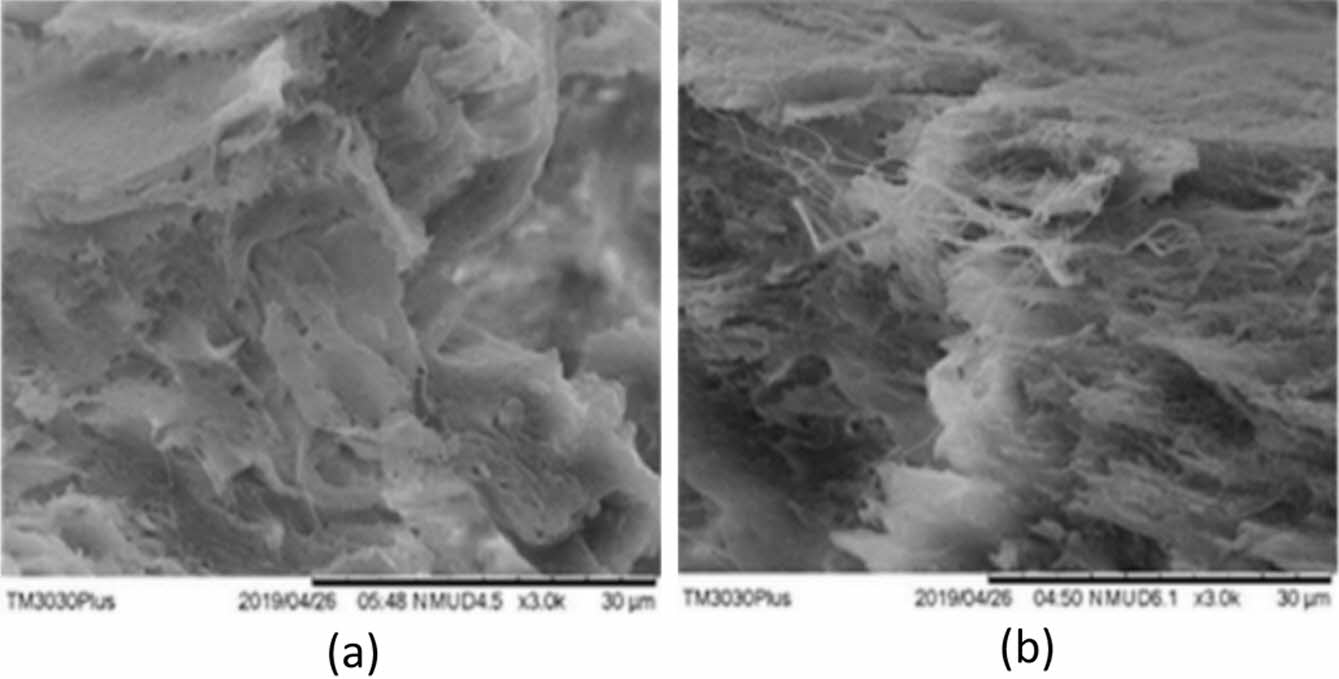
Blending of ABS with Styrene/maleic Anhydride/N-Phenyl Maleimide (SMN) Terpolymer. The addition of St group can promote the compatibility of materials, but the heat-resistance of materials has not been greatly improved. Therefore, St group is usually added into the heat-resistant copolymer and then blended with ABS material to increase the heat-resistant property of the material and improve the compatibility of the material. Zhao.17 proved that the random copolymer of SMN had good compatibility with ABS material, and the VST of the blend had been significantly improved with the increase of the amount of SMN. Figure 4 showed the SEM images of pure ABS or SMN/ABS blends containing a certain amount of SMN near the fracture gap. As shown in Figure 4(a), the cross-section of pure ABS is relatively rough, and obvious ductile tearing occurs in the process of fracture deformation, forming a large number of holes. However, with the increase of the amount of SMN added (Figure 4(b)-(d)), the section gradually becomes smooth and the number of holes is greatly reduced, indicating that ductile tearing is no longer the main cause of impact fracture. With the addition of SMN, the entropy elasticity of ABS resin decreases, the material becomes more difficult to yield, and more difficult to form holes, and the material changes from ductile fracture to brittle fracture. Because the formation and merging of holes play a major role in the absorption of impact energy, the heat resistance and mechanical properties of ABS/SMN blends will increase with the increase of SMN dosage, while the impact strength will decrease. Sun.18 found that N-PMI in SMN copolymer could influence the deformation temperature of ABS resin. As shown in Figure 5, the thermal deformation temperature of ABS/SMN blends was increased with the increase of N-PMI group content in SMN, but the impact strength decreased with the increase of N-PMI group content in SMN, which was opposite to the change of thermal deformation temperature.
Jin et al.19 added ABS high glue powder (HGP) based on SMN/ABS blend to prepare highly heat-resistant ABS resin by melt blending. Results showed that the heat-resistance of the materials was well preserved, whereas the mechanical properties were optimized to a certain extent after adding HGP. Wang et al.20 made SMN and ABS resin materials into highly heat-resistant ABS masterbatch and then blended them with the Decabromodiphenyl ethane (DBDPE) (the molecular structure formula shown in Figure 2(d)) flame-retardant system to obtain highly heat-resistant and flame-retardant ABS materials, thereby resulting in the broader market of the mixed materials.
Blending of ABS with Styrene/N-phenyl Maleimide/acrylonitrile (SMIA) Terpolymer. MAH can easily react to water, which limits its preparation method. The SMIA replaces MAH in SMN with AN, effectively avoiding material instability caused by MAH failure.21
Li.22 found that the blending effect on ABS resin material was better when the group volume of AN was smaller. Hu et al.23 prepared SMIA/ABS blend by suspension polymerization and melt blending. Compared with SMI/ABS blend, the results showed that the heat-resistance of SMIA was higher than that of SMI materials, and the heat-resistance became stronger with the increase of NPMI content, whereas the impact strength showed a downward trend. SMIA contains two substances, St and AN, which are the same as the ABS resin material, and they are more compatible with the ABS material. In conclusion, NPMI has heat-resistance and cost advantages, enabling more cost-effective ABS heat-resistant materials.
|
Figure 2 Molecular structure formula of (a) N-PMI; (b) MBS; (c) BDP; (d) DBDPE; (e) PPFBS.14,20,36 |
|
Figure 3 (a) VST; (b) tensile strength of ABS and SMI composites.15 |
|
Figure 4 SEM images: (a) pure ABS; (b) 5 wt%SMN; (c) 15 wt%SMN; (d) 25 wt%SMN.17 |
|
Figure 5 Influence of N-PMI in SMN copolymer on the thermal deformation temperature and the impact strength of ABS resin: (a) the thermal deformation temperature; (b) the impact strength.18 |
Blending of ABS and Polypropylene (PP). PP is a colorless and transparent thermoplastic resin material with good heat-resistance, chemical resistance, and high mechanical properties.24 However, when PP is used in FDM, expansion cracking and warping will occur, affecting the final form of the product.25 Therefore, PP cannot be used in FDM alone. It is a good option to modify ABS with PP, which can broaden the large-scale application of PP and improve the properties of ABS for FDM process.
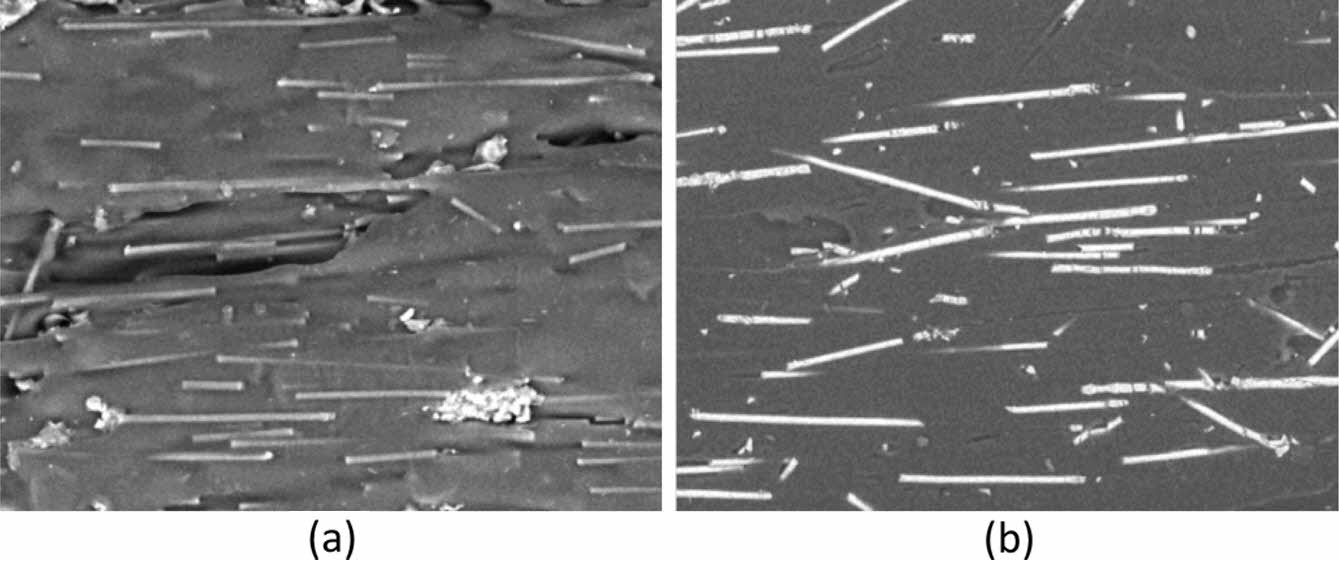
Harris et al.26 proposed ABS, PP and polyethylene-grafted maleic anhydride (PE-g-MAH) blend for FDM and found that the blend has certain heat-resistance and good mechanical properties. PE-g-MAH was used as a compatibilizer for the blending of two materials to improve the heat-resistance and heat aging resistance of the blend. The experiment was divided into 27 groups. Figure 6 showed the SEM images of the two most representative fracture morphologies selected from 27 experimental combinations. In Figure 6(a), combination 4 (Bed Temperature 25 ℃, Nozzle Temperature 195 ℃, Post-Printing Aging 0 days), showed the chemical grafting of PP on ABS via PE-g-MAH without obvious phase separation. However, in Figure 6(b), combination 21 (Bed Temperature 75 ℃, Nozzle Temperature 185 ℃, Post-Printing Aging 6 days) presented slight phase separation and the interlocking fiber form of the PP/ABS blend. ABS material is the main reason for the formation of slender fibers, and there is a high tensile load during the fracture process, resulting in the formation of slender fibers as shown in the figure. The entangled fibers of PP proved the good tensile stress of combination 21. Therefore, the chemical grafting of PP in ABS through compatibilizer PE-g-MAH, as well as local physical interlocking, are the main reasons for the high thermal mechanical properties of the blend material. Through a series of experimental analyses, the blend after adding the compatibilizer has better mechanical properties and higher heat-resistance than the ABS material.
Blending of ABS and Polycarbonate (PC). PC is a thermoplastic engineering plastic with high toughness.27 PC has higher heat-resistance than ABS, but it is expensive, with high notch sensitivity. PC/ABS blend can make up for the shortcomings of the two materials.28-30 Krache et al.31 found that the VST of PC/ABS blend gradually increased with adding PC material. Yin et al.32 found that the addition of PC greatly improved the heat-resistance of ABS. In addition, the bending strength and flow rate of the blend solution were improved. Table 1 showed the comprehensive properties of ABS and PC/ABS blend samples. As shown in Table 1, PC/ABS blend has better VST than pure ABS. Moreover, the excellent notch impact strength of ABS makes up for that of PC.
Considering the incompatibility of PC/ABS blend, many researchers try to add some alternative fillers or compatibilizers to obtain better heat-resistance, flame retardancy, and mechanical properties at a lower price.33,34 Jiang et al.35 prepared PC/ABS blends by using a twin-screw extruder and added a triphenyl phosphate/thermoplastic phenolic resin (TPP/TPPFR) composite into the blend to modify their flame retardancy. The experimental results showed that the TPP/TPPFR composite system could significantly improve the thermal stability of PC/ABS blend, and the comprehensive properties were the best when the addition amount was 11 phr. Wang et al.36 prepared a highly heat-resistant halogen-free flame retardant PC/ABS blend by adjusting the content of PC through melt-blending extrusion, using bisphenol A bis (diphenyl phosphate) (BDP) and potassium perfluorobutylsulfonate (PPFBS) as flame retardants and methyl methacrylate-butadiene-styrene (MBS) ternary block copolymer as compatibilizers. As shown in Figure 2(b)-(e), it is the molecular structure formula of MBS, BDP and PPFBS. When the BDP content is 10 wt%, the thermal deformation temperature is lower than that when the BDP content is 8 wt%. By increasing the PC content, the thermal deformation temperature of PC/ABS can be effectively increased. When the PC content is 85 wt%, the thermal deformation temperature of the material is increased to 102.5 ℃, an increase of about 13.3%. The tensile strength, bending strength and impact strength are increased by 12%, 12.6%, and 38.5% compared with the content of 70 wt%. Bi et al.37 prepared PC/ABS blend with MBS as a compatibilizer by blending extrusion. The results showed that the content of PC was in proportion to the tensile strength and heat-resistance of the blends. When the content of PC reached 60 wt%, the impact toughness of the blend was the best. After adding MBS, the impact performance of the blend was improved, but the heat-resistance and rigidity were reduced. Therefore, SAN was important maintain the good heat-resistance of the blends. When the content of SAN was less than 16 phr, the thermal deformation temperature of the blend was increased by 13 ℃, and the tensile yield strength was increased by 7 MPa.
PC/ABS blend have good impact resistance, stability and heat-resistance.38 During the modification of PC/ABS blend, MAH-grafted, methyl methacrylate-grafted and amino styrene AN were often used as compatibilizers.
|
Figure 6 SEM images of (a) experimental combination 4 (Bed Temperature 25 ℃, Nozzle Temperature 195 ℃, Post-Printing Aging 0 days), (b) combination 21 (Bed Temperature 75 ℃, Nozzle Temperature 185 ℃, Post-Printing Aging 6 days).26 |
Blending of ABS and Carbon Fiber (CF). CF is a high-strength and high-modulus fiber. Its carbon content is more than 90 wt%, and it has high heat-resistance, friction resistance, and corrosion resistance. The heat-resistance of CF ranks first among all chemical fibers.39,40
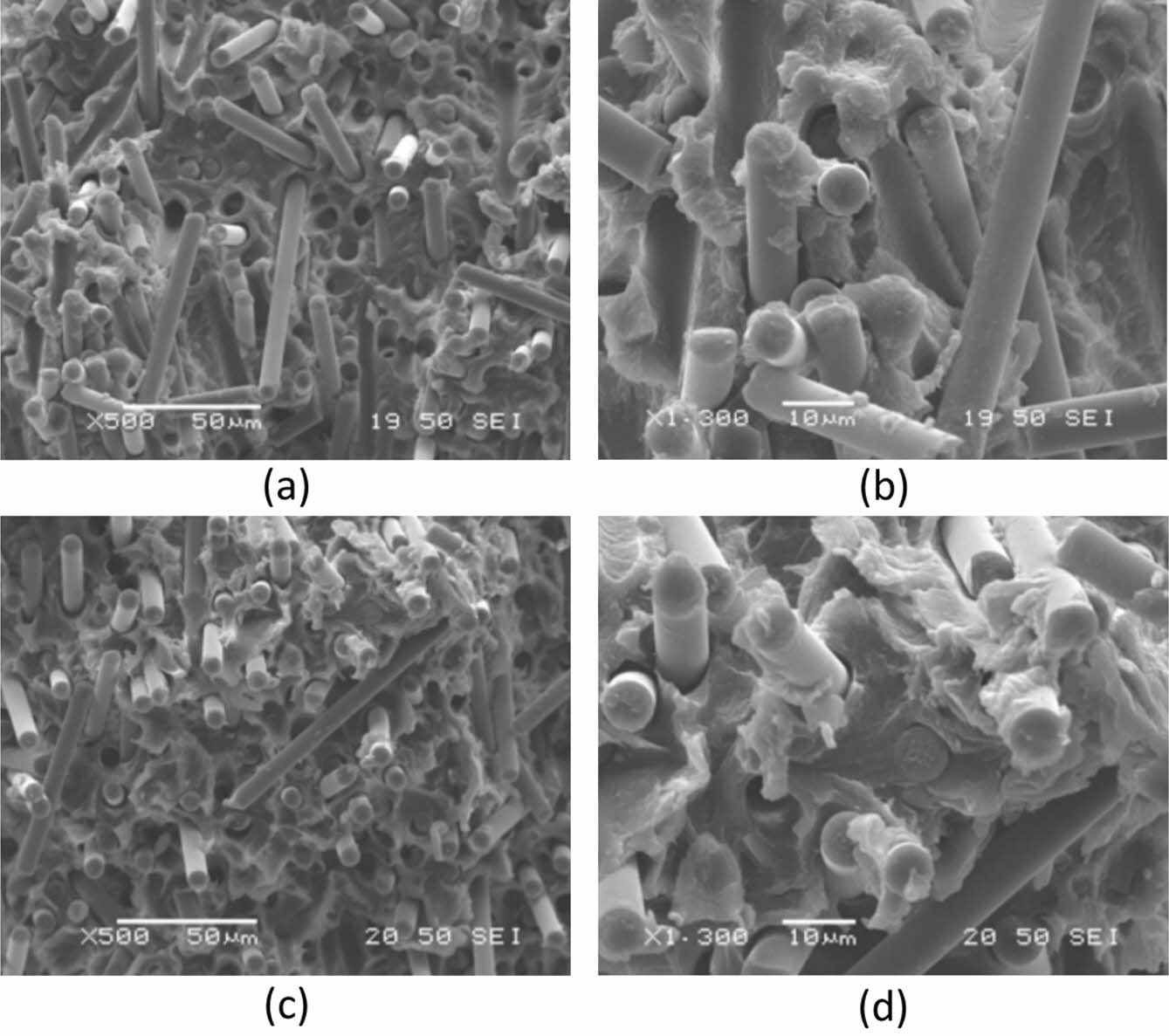
Yuan et al.41 made pitch-based CF into spherical intermediates. After adding such pitch-based CF into ABS, VST was improved. When the addition of CF reached 20.2 wt%, VST reached 102 ℃, which was 9 ℃ higher than that of ABS. The tensile strength was increased by 61.6%, the tensile elastic modulus was increased by 146.6%, the bending strength was increased by 50%, and the bending elastic modulus was increased by 123%. No effect on processing performance was observed, and only the impact strength showed a downward trend. Ma et al.42 designed a CF/ABS blend for 3D printing. After the surface of CF was soaked with a sizing agent, the interface bonding ability between CF and ABS could be improved. The blend had good processing performance and high hardness. The addition of CF increased the tensile strength of the blend to 55.92 MPa and the bending strength to 89.20 MPa, which are higher than those of ABS. Hwang et al.43 produced CF/ABS blend by extrusion molding. They studied the effects of epoxy/epoxy and epoxy/PU dual-sized CF-reinforced composites on the heat-resistance, mechanical and impact properties of the blend. The improvement of mechanical and impact properties was explained by the interfacial bonding between the reinforced CF and ABS matrix. Figure 7 showed the SEM micrographs observed from the fracture surface of CF/ABS composite with epoxy/epoxy dual-sized and epoxy/PU dual-sized carbon fiber. Based on the observation of fracture surface morphology, the fiber matrix interface behavior was qualitatively supported by fiber pull-out, fiber fracture mode, and debonding gap between fiber and matrix. The greater improvement of the properties of the blends comes from the composites containing epoxy/PU dual-sized CF.
In recent years, CF which is primarily used in high-tech equipment such as aerospace industry, has been increasingly used in industrial equipment, providing more space for the modification of various resins, ceramics, metals and contributing to the emergence of high-performance composites. However, the interfacial adhesion of carbon fiber-reinfored polymer composite is poor because carbon fiber has chemically inert and smooth surface, and the oxygen-containing functional groups are very few.
Blending of ABS and Glass Fiber (GF). GF is a kind of inorganic nonmetallic material with excellent properties. GF has good insulation, heat resistance and mechanical properties. However, GF has poor wear resistance and toughness, so it is often used as a reinforcement material in composite materials.44-46 Kazi Md Masum Billah et al.47 conducted a variety of heat resistance test experiments on GF/ABS composites, and found that GF/ABS have higher heat dissipation performance than pure ABS. Figure 8 shows the SEM images of the extruded surfaces of the two mixed materials of ABS. The effect of fiber content on the thermal properties of ABS matrix composites was studied by Thermogravimetric Analysis (TGA), and it was found that the thermal deformation temperature of ABS matrix composites increased with the increase of GF content. This is mainly due to the addition of GF, which forms a network connection structure during the preparation of the composite material. When the external temperature changes, the network connection structure will support the resin matrix to resist the material deformation. Jun Lin et al.48 tested the physical properties of GF enhanced PC/ABS blends and found that when GF content was 30 wt%, GF could significantly increase the tensile strength, bending strength and modulus of PC/ABS blends by 61.7, 66.5 and 230%, respectively. However, due to the properties of GF the elongation at break and impact strength of the blend are damaged. Mohankumar H. R. et al.49 developed a Short Glass Fiber (SGF) reinforced ABS composite through a melt deposition molding process and tested its impact and bending strength. It was found that the bending strength and impact strength of ABS were increased after adding SGF. When 15 wt% SGF was added, the impact strength increased by 42% and the bending resistance increased by 44%. When 30 wt% SGF was added, impact strength increased by 54% and bending resistance increased by 59%. The addition of SGF significantly improves the bending and impact properties of the matrix, and increases the possibility for the study of other ABS composites.
The addition of GF can improve the tensile strength, bending strength and heat resistance of ABS composite, but can reduce the impact strength. Future research could focus on optimizing the manufacturing process to further improve the mechanical properties of the composite. Impact strength can be increased by adding tougher, more ductile materials to the composite matrix.
Blending of ABS and Nano Materials. Nano diamond composites are widely used in aerospace, automotive, medical, petrochemical, and other fields. Adding Nano diamond to the composite can reduce wear and improve fracture resistance and thermal stability.50 Waheed et al.51 pre-blended Nano diamond with ABS and then extruded the fibers for several times to obtain diamond composites with 37.5 wt% and 60 wt% mass fractions. The thermal conductivity of the ABS substrate was increased from 0.17 to 0.94 w/m, and the thermal conductivity was significantly increased by more than five times. The elastic modulus of the Nano diamond composite with 60 wt% mass fraction was 41.9% higher than that of ABS, and the hydrophilicity was also improved from 1050 to 1490 MPa. TGA also confirmed that the thermal stability of the Nano diamond composite with 60 wt% mass fraction was increased compared with that of ABS.
Lignin widely exists in the plant industry and industrial, agricultural raw materials. In recent years, with the shortage of global resources, lignin has attracted considerable attention in energy, food, cosmetics, medicine, plastics and other industries because of its price advantage. Lignin-based flame retardants have a sustainable, unique aromatic structure and high carbonization performance, and they are the developmental direction of new-generation flame retardants. However, their applications are still limited by compatibility, processability, and flame retardancy.52 Wu et al.53 prepared an environment-friendly lignin-based Nano filler (lignin diethylenetriamine/red phosphorus nanoparticles, lignin n-pNPs) through chemical modification and coprecipitation. The physical, chemical, and flame-retardant properties of the blend after blending with ABS showed that the lignin n-pNPs/ABS blend had good processing and mechanical properties, its thermal stability and fire resistance were significantly improved. This research will create a new way of modification based on lignin.
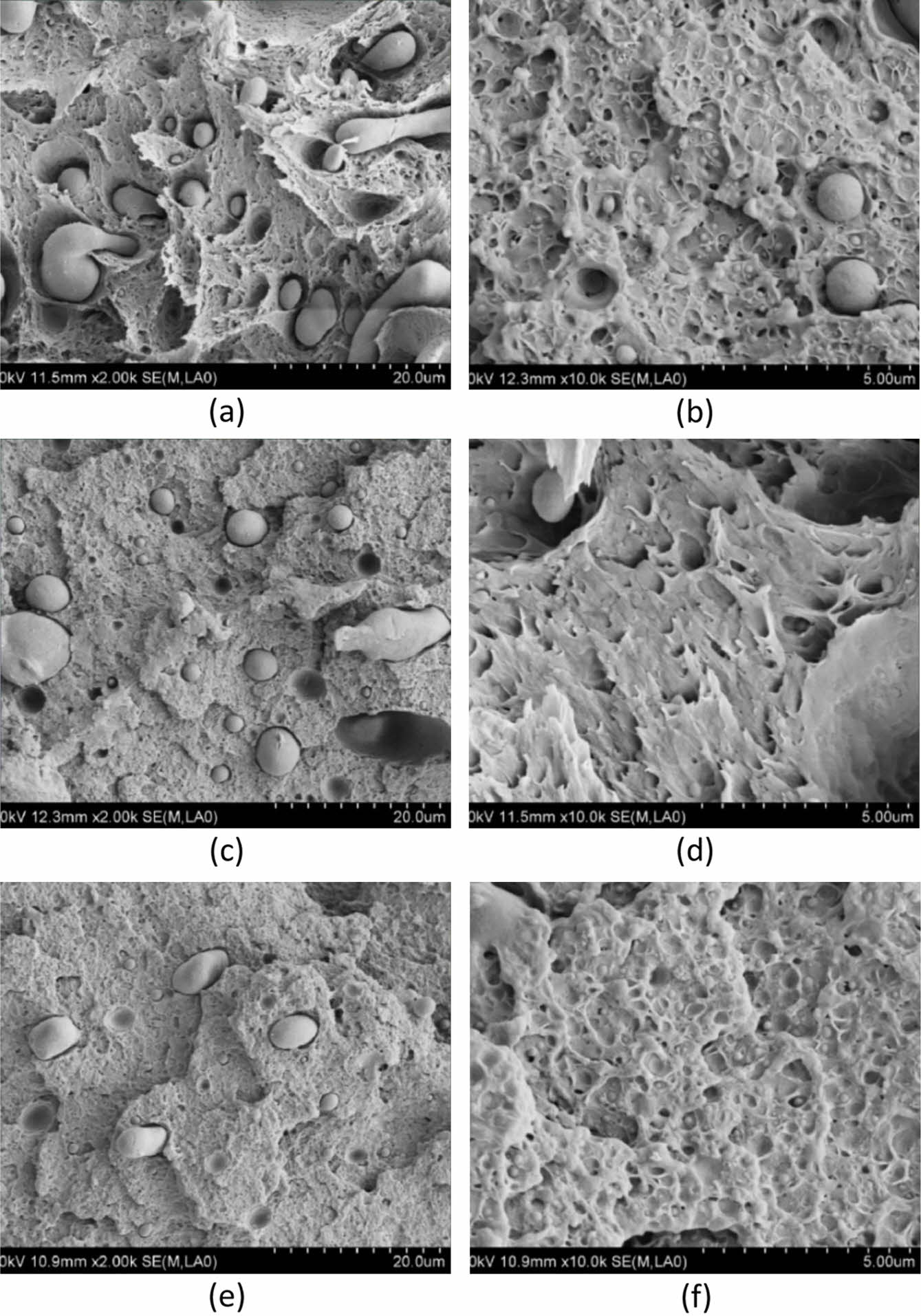
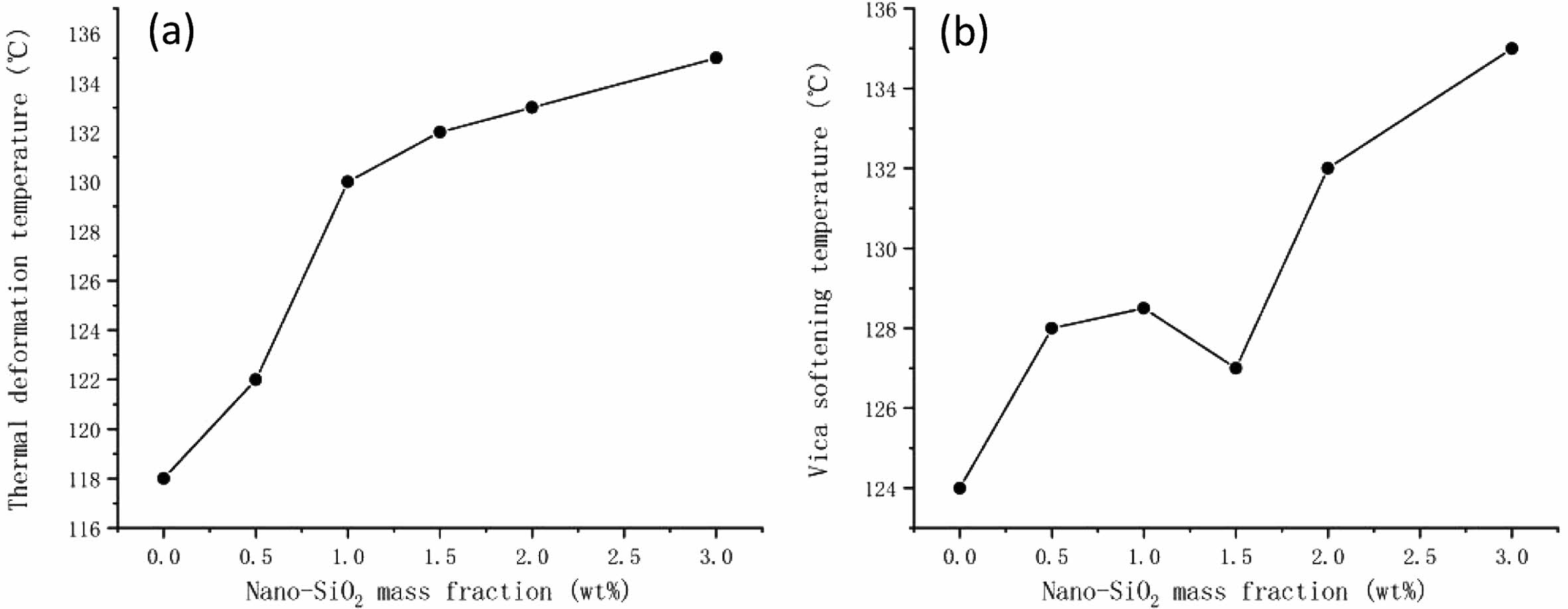
Nano-SiO2 is a kind of inorganic compound, which has stable chemical properties, high temperature resistance, corrosion resistance, aging resistance, and flame retardance.54-56 Wu et al.57 added Nano-SiO2 into TPU/ABS blend and used Nano-SiO2 and TPU to synergistically strengthen ABS materials. Figure 9 showed the SEM images of fracture surfaces of Nano-SiO2/TPU/ABS composites with different contents of Nano-SiO2. As shown in Figure 9, ABS and TPU are incompatible in composites of different proportions, and TPU is distributed spherically in the ABS matrix. Meanwhile, there are large voids in all composites. When the material is subjected to external force, the interface between TPU and ABS matrix will be stripped, resulting in holes, which will cause shear yield, prevent the further development of cracks, consume a lot of energy, and thus improve the toughness of ABS. Thermal performance analysis showed that the addition of Nano-SiO2 increased the thermal deformation temperature and VST of the composite, decreased the linear size shrinkage, and improved the thermal stability of the composite. The addition of Nano-SiO2 had no significant effect on the tensile strength and elongation at break of the composite. However, given its low expansion coefficient, the addition of Nano-SiO2 improved the warping of ABS as a 3D printing consumable. Figure 10 showed the thermal deformation temperature and VST of TPU/ABS and Nano-SiO2/TPU/ABS composites.
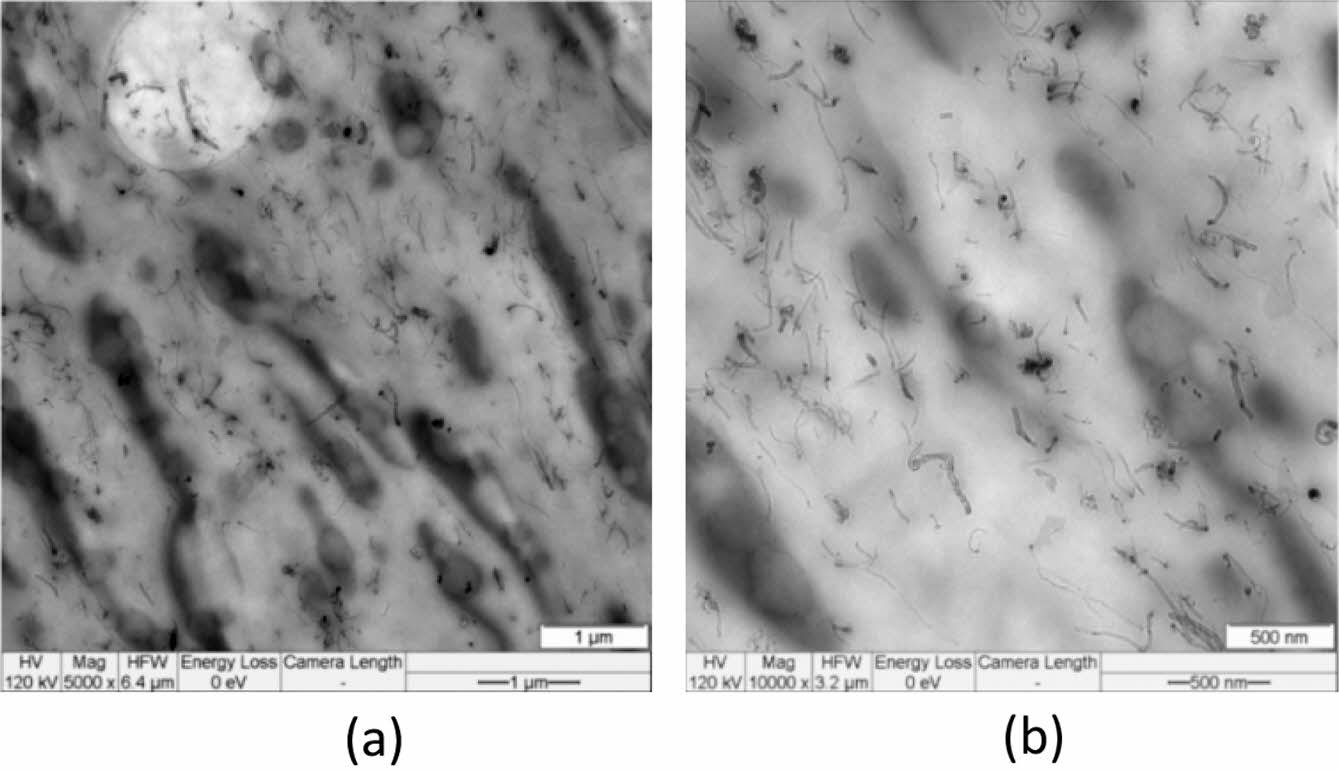
Multi-walled carbon nanotubes (MWCNTs) are allotropes of carbon. In general, their radial size and length are measured in nanometers and micrometers respectively, and their length-to-diameter ratio is large. Therefore, carbon nanotubes are considered as a typical one-dimensional nanomaterial. Since its discovery, carbon nanotubes have been regarded as the future materials and a frontier field of international science in recent years.58 Memarian et al.59 prepared MWCNTs/TPU/ABS blend by melt blending and studied the effects of different MWCNTs content on the morphology, thermal properties, mechanical, and shape memory properties of the composites. With the addition of MWCNTs, but the elongation at break decreased. The impact test results showed that when the MWCNTs content was more than 2 wt%, the impact strength of the blend first significantly increased and then significantly decreased. The results of shape memory experiments showed that the shape recovery and shape consolidation of the blend were significantly improved when 2 wt% MWCNTs were added. The results of differential scanning calorimetry showed that the addition of MWCNTs decreased the crystallinity of the blend and increased the melting temperature of the blend. TGA showed that the thermal stability of the TPU/ABS matrix was improved with the increase of the MWCNTs content. Figure 11 showed the MWCNTs/TPU/ABS samples with perfect dispersion of MWCNTs in the matrix.
The effects of inorganic fillers with different dimensions on the properties of ABS are evidently different, and they show certain regularity. The impact strengthen of ABS will be decreased by filling inorganic materials, but the tensile strength, heat-resistance and dimensional stability of ABS will be improved to varying degrees.60 Notably, based on the different dimensions and particle sizes, inorganic fillers have different effects on the performance of ABS, which should be considered in actual modification.
|
Figure 7 SEM images (a,c: ×500, b,d: ×1300) showing the fracture surfaces of CF/ABS composites. (a,b) epoxy/epoxy dual-sized CF, (c,d) epoxy/PU dual-sized CF.43 |
|
Figure 8 SEM images of (a) CF/ABS; (b) GF/ABS extruded surfaces.47 |
|
Figure 9 SEM images (a,c,e: ×2000, b,d,f: ×10000) showing the fracture surfaces of Nano-SiO2/TPU/ABS composites: (a,b) TPU/ ABS; (c,d) 1.5 wt% Nano-SiO2/TPU/ABS; (e,f) 3 wt% Nano-SiO2/ TPU/ABS.57 |
|
Figure 10 (a) Thermal deformation temperature; (b) VST of TPU/ABS and Nano-SiO2/TPU/ABS composites.57 |
|
Figure 11 SEM images of MWCNTs/TPU/ABS sample cut by slicer: (a) 5000×; (b) 10000×.59 |
ABS used for FDM currently have many problems, such as low strength, warpage deformation and brittle products. ABS resin materials should be printed with high temperature when the nozzle temperature is about 210-250 ℃ and the heating table is about 80-110 ℃.61-63 In view of the above defects, improving the ABS FDM-printed parts is focused on the following two aspects: The first is the optimization of FDM process parameters.64 The second is the modification of ABS material, through different modification methods, using different modifiers to improve the finished parts performance.
The technical parameters of FDM printing mainly include: slice parameters (layer thickness/height, nozzle diameter, path width, grating direction/Angle, interlayer pores, etc.). Construction orientation, usually used for horizontal printing, vertical printing or other Angle printing. Temperature parameters (ambient temperature, extrusion temperature and hot bed temperature, etc.).65,66 These parameters affect the interface bonding properties and have poor properties with anisotropy as the whole. Syrlybayev et al.67 studied the influence of printing parameters such as printing temperature, speed, direction and hot bed temperature on the tensile and bending properties of ABS. The results show that proper printing temperature can improve the weld marks between layers. The higher printing speed enhances the orientation of ABS molecular chain. Proper hot bed temperature is conducive to the formation and growth of ABS crystals, thus improving their mechanical properties. The mechanical properties of longitudinal printed specimens are generally better than those of transverse printed specimens. Ngo et al.68 discussed the treatment of various problems in the 3D printing process from the aspects of pore formation, anisotropic behavior, limitations of computer design and layer-by-layer appearance. In addition, they found that converting computer aided design (CAD) files into 3D printed slice file formats often led to inaccuracies and defects, especially on curved surfaces. In addition, FDM’s layer-by-layer appearance in applications such as construction, toys, and aerospace was not ideal. Mohammad Shirmohammadi et al.69 used a hybrid artificial neural network and particle swarm method to combine input parameters to minimize the surface roughness algorithm. To this end, the experiment after using the central composite design has five independent parameters (nozzle temperature, layer thickness, printing speed, nozzle diameter and material density) three levels, 43 plane parts were produced by 3D printer, and the roughness of the produced parts was tested. The results show that the layer thickness was directly related to the surface roughness, and the greater the layer thickness, the greater the surface roughness. In addition, with the increase of velocity, roughness decreases first and then increases. There are similar changes in internal density and nozzle temperature. Tran et al.45 turned off the cooling fan and increased the printing temperature during the FDM printing process to study the change of mechanical properties of ABS composites after forming at excessively high temperatures. By preparing CF/ABS and GF/ABS samples and testing the mechanical properties of the samples, it is found that the diffusion between the composite gratings is enhanced due to high temperature printing, which reduces the waste of materials and increases the printing length. Although the impact strength is reduced, the tensile strength and the maximum bearing capacity are increased.
Most studies evaluate multiple parameters at the same time, making it difficult to see a clear effect of any one of them on a given result. Different projects have evaluated the accuracy of models manufactured with different printers and materials, but further research is needed to evaluate the impact of printing parameters on surface roughness, printing accuracy and mechanical properties for different applications.
The modification methods and the FDM parameters optimization in the reviewed literature can improve the heat-resistance of ABS and the mechanical properties of FDM 3D-printed ABS parts.
However, most methodologies for FDM 3D-printed ABS parts are still facing challenges. For example, in order to obtain an ABS blend system with good heat-resistance and good mechanical properties, a strong interface bonding between ABS and the modifier is required. Secondly, Although some modifiers improve the heat-resistance of ABS, they also destroy other excellent mechanical properties of ABS. Therefore, further research is needed to modify ABS with appropriate modifier to make it more suitable for FDM forming process.
- 1. Tang, T. M.; Zhang, Z.; Deng, J. W.; Qian, S. Y.; Li, Z. Y.; Huang, M. Y. J. Research Status and Trend of 3D Printing Technology Based on FDM. New. Chem. Mater. 2015, 43, 228-234.
- 2. Han, J.; Wang, Y. K.; Tian, X. Q.; Jiang, B. C.; Xia, L. J. Design and Study of Fused Deposition Modeling (FDM) 3D Printing Process Parameters Optimization. Manuf. Technol. Mach. Tool. 2016, 648, 139-146.
- 3. Yu, D. M.; Li, X. J.; Wang, D. J. Process Analysis and Application for Rapid Prototyping Based on Fused Deposition Modeling. Mach. Des. Manuf. 2011, 246, 65-67.
- 4. Wang, X.; Li, Z. X.; Zhang, Y. C.; Zhang, D. P.; Dong, Q. L.; Zhou, Y.; Chen, R.; Liu, J.; Bi, X. M. J. Preparation and Properties of Calcium Carbonate Modified ABS Pellets Based on FDM. Chin. Plast. Ind. 2023, 51, 61-66.
- 5. Mazzanti, V.; Malagutti, L.; Mollica, F. J. FDM 3D Printing of Polymers Containing Natural Fillers: A Review of their Mechanical Properties. Polymers 2019, 11, 1094-1115.
-

- 6. Lee, C. H.; Padzil, F.; Lee, S. H.; Ainun, Z. M. A.; Abdullah, L. C. J. Potential for Natural Fiber Reinforcement in PLA Polymer Filaments for Fused Deposition Modeling (FDM) Additive Manufacturing: A Review. Polymers 2021, 13, 1407-1424.
-
- 7. Khosravani, M. R.; Schuurmann, J.; Berto, F.; Reinicke, T. J. On the Post-Processing of 3D-Printed ABS Parts. Polymers 2021, 13, 1559-1571.
-
- 8. Shao, J. L.; Guo, Z. H. J. Influence of TPP and MBS on Properties of PC/ABS Blends. Chin. Plast. 2018, 47, 12-18.
- 9. Kucherov, F. A.; Gordeev, E. G.; Kashin, A. S.; Ananikov, V. P. J. 3D Printing with Biobased PEF for Carbon Neutral Manufacturing. Angew. Chem. Int. Ed. 2017, 56, 15931-15935.
-
- 10. Goo, B.; Kim, J. B.; Ahn, D. G.; Park, K. J. Irreversible and Repeatable Shape Transformation of Additively Manufactured Annular Composite Structures. Materials 2021, 14, 1383-1400.
-
- 11. Hu, K. H.; Kao, C. S.; Duh, Y. S. J. Studies on the Runaway Reaction of ABS Polymerization Process. J. Hazard. Mater. 2008, 159, 25-34.
-
- 12. Shanmugam, V.; Das, O.; Babu, K.; Marimuthu, U.; Veerasimman, A.; Johnson, D. J.; Neisiany, R. E.; Hedenqvist, M. S.; Ramakrishna, S.; Berto, F. J. Fatigue Behaviour of FDM-3D Printed Polymers, Polymeric Composites and Architected Cellular Materials. Int. J. Fatigue. 2021, 143, 106007-106021.
-
- 13. Singh, R.; Kumar, R.; Farina, I.; Colangelo, F.; Feo, L.; Fraternali, F. J. Multi-Material Additive Manufacturing of Sustainable Innovative Materials and Structures. Polymers 2019, 11, 62-75.
-
- 14. Zhao, C. Y.; Dong, J. T.; Li, S. M.; Fan, Z. Y. J. Synthesis and Characterization of Heat-resistant N-phenylmaleimide-styrene-maleic Anhydride Copolymers and Application in Acrylonitrile-butadiene-styrene Resin. JAPS 2012, 126, 169-178.
-
- 15. Shen, F.; Yang, Y.; Wang, J. B.; Han, C.; Shen, Y. M.; Wu, X. Z.; Cui, Y. H. J. Research on Heat-resistance of ABS Resin by (styrene/N-phenyl maleimide) Copolymer. Eng. Plast. Appl. 2010, 38, 24-27.
- 16. Li, B. Q.; Gu, Y. Y.; Zhu, X. L.; Jin, Z. G.; Yu, M. Q. J. Study of SMI Synthesized by Imidization and Heat Resistant Modification of ABS. Chin. Plast. Ind. 2016, 44, 23-27.
- 17. Zhao, C. Y.; D. Preperation of Heat-resistant ABS and PLA Materials; Fudan University: Shang hai, 2012.
- 18. Sun, W. S. J. New Process Study on Using N-PMI to Prepare Heat-resistant ABS Resin. Refin. Chem. Ind. 2019, 30, 14-16.
- 19. Jin, Z. G.; Yu, M. Q.; Wu, Z. X. J. Development of Heat-resistant ABS via Melt Blending. Eng. Plast. Appl. 2012, 40, 35-38.
- 20. Wang, L. L.; Jiao, Q.; Wang, L.; Zheng, Y. Q.; Mai, K. C. J. Preparation and Properties of High Heat Resistant and Flame Retardant ABS. Eng. Plast. Appl. 2013, 41, 25-30.
- 21. Joynal Abedin, F. N.; Hamid, H. A.; Alkarkhi, A. F. M.; Amr, S. S. A.; Khalil, N. A.; Ahmad Yahaya, A. N.; Hossain, M. S.; Hassan, A.; Zulkifli, M. J. The Effect of Graphene Oxide and SEBS-g-MAH Compatibilizer on Mechanical and Thermal Properties of Acrylonitrile-Butadiene-Styrene/Talc Composite. Polymers2021, 13, 3180-3199.
-
- 22. Li, Y. D. N-phenylmaleimide-dervwd Polymers (Microspheres): Preparation And Properties; Beijing University of Chemical Technology: Bei Jing, 2012.
- 23. Hu, L.; Liu, Y.; Liu, X. C. J. Synthetic of NPMI Type Heat Resistant Modifier and Study on Properties of Modified ABS. Eng. Plast. Appl. 2013, 41, 104-107.
- 24. Ramis, X.; Cadenato, A.; Salla, J. M.; Morancho, J. M.; Vallés, A.; Contat, L.; Ribes, A. J. Thermal Degradation of Polypropylene/starch-based Materials with Enhanced Biodegradability. Polym. Degrad. Stabil 2004, 86, 483-491.
-
- 25. Liao, Y. J.; Wu, X. L.; Zhu, L.; Yi, T. J. Synthesis and Properties of Novel Styrene Acrylonitrile/polypropylene Blends with Enhanced Toughness. Chem. Cent. J. 2018, 12, 78-87.
-
- 26. Harris, M.; Potgieter, J.; Ray, S.; Archer, R.; Arif, K. M. J. Acrylonitrile Butadiene Styrene and Polypropylene Blend with Enhanced Thermal and Mechanical Properties for Fused Filament Fabrication. Materials 2019, 12, 4167-4186.
-
- 27. Tarade, R. S.; Mahanwar, P. A. J. Mechanical, Thermal and MorphologicalProperties of Recycled and Virgin PC/wollastonite Composite and its Compatibilization by SBC. J. Mater. Environ. Sci. 2019, 10, 357-366.
- 28. Dewi, I. R.; Indrajati, I. N.; Nurhajati, D. W. J. Effect of Compatibilizers on the Mechanical and Morphological Properties of Polycarbonate/poly(acrylonitrile-butadiene-styrene) Blends. CMSE 2018, 432, 12039-12046.
-
- 29. Narendra Babu, Y.; Venkateswara Rao, M.; Gopala Krishna, A. J. Role of Reinforcement on Mechanical and Thermal Characteristics of Polymer Nano Composites: A Review. Mater. Today. 2021, 44, 2125-2130.
-
- 30. Mohamed, O. A.; Masood, S. H.; Bhowmik, J. L. J. Experimental Investigation of Time-dependent Mechanical Properties of PC-ABS Prototypes Processed by FDM Additive Manufacturing Process. Mater. Lett. 2017, 193, 58-62.
-
- 31. Krache, R.; Debah, I. J. Some Mechanical and Thermal Properties of PC/ABS Blends. MSA 2011, 2, 404-410.
-
- 32. Yin, Y.; Wang, Y. J. Properties of 3D Printed PC/ABS Alloys. Eng. Plast. Appl. 2018, 46, 34-39.
- 33. Seo, J. S.; Shin, S. Y. J. A Study on the Physical Properties of Polycarbonate/Acrylonitrile-Butadiene-Styrene Blends with Various Thermal Stabilizers to Secure the Safety of Automobile Passengers. J. Macromol. Sci. B. 2020, 60, 402-415.
-
- 34. Debbah, I.; Krache, R.; Aranburu, N.; Fernández, M.; Etxeberria, A. J. Effect of SEBS-g-MAH Addition on the Mechanical, Rheological, and Morphological Properties of Polycarbonate/acrylonitrile-butadiene-styrene Blends. J. Elastom. Plast. 2018, 50, 611-633.
-
- 35. Jiang, H. M.; Deng, C.; Zheng, Y. C.; Qiu, Q. H.; Wang, C. Y.; Fu, J. Y.; Lin, R. X. J. Study on Development and Performance of Flame Retarded PC/ABS Alloy. Plast. Sci. Technol. 2017, 45, 51-55.
- 36. Wang, K. F.; Lv, Z. Y.; Liu, Z. Y.; Zhong, D. X. J. Research of High Heat-resistant Halogen—Free Flame Retardant PC/ABS Alloy. Chin. Plast. Ind. 2016, 44, 58-60.
- 37. Bi, J. L.; Zhang, C.; Zhang, Y. J.; Zhang, W. J. Research on Heat-resistant and Impact Properties of PC/ABS Alloy. Shandong. Chem. Ind. 2018, 47, 12-18.
- 38. Cui, J. K.; Wang, M. Y.; Wang, J. J. Research Status and Development of PC/ABS Alloys. Eng. Plast. Appl. 2018, 46, 122-126
- 39. Xiao, J. H. J. Extrusion of Carbon Fiber Reinforced Thermoplastic Plastics for 3D-Printing. Chin. Plas. Ind. 2016, 44, 46-56.
- 40. Nassar, A.; Younis, M.; Elzareef, M.; Nassar, E. J. Effects of Heat-Treatment on Tensile Behavior and Dimension Stability of 3D Printed Carbon Fiber Reinforced Composites. Polymers 2021, 13, 4305-4325.
-
- 41. Yuan, C. J.; Yang, X. P.; Lv, Y. F.; Zheng, X. D. J. Study on Properties of Carbon Fiber Reinforced ABS Composite by New Technology. Eng. Plast. Appl. 1999, 27, 12-15.
- 42. Ma, X. K.; Zhang, H. D.; Ma, B. L.; Zhao, J. D.; Lu, S. L.; Yi, Y. H.; Shang, Z. Z.; Luo, C. R. J. Preparation of Carbon Fiber/ABS Compositer for 3D printing. New. Chem. Mater. 2019, 47, 229-231.
- 43. Hwang, D.; Lee, S. G.; Cho, D. J. Dual-Sizing Effects of Carbon Fiber on the Thermal, Mechanical, and Impact Properties of Carbon Fiber/ABS Composites. Polymers 2021, 13, 2298-2318.
-
- 44. Martin, M. J.; Aunon, J. A.; Martin, F. J. Influence of Infill Pattern on Mechanical Behavior of Polymeric and Composites Specimens Manufactured Using Fused Filament Fabrication Technology. Polymers 2021, 13, 2934-2959.
-
- 45. Tran, T. Q.; Canturri, C.; Deng, X.; Tham, C. L.; Ng, F. L. J. Enhanced Tensile Strength of Acrylonitrile Butadiene Styrene Composite Specimens Fabricated by Overheat Fused Filament Fabrication Printing. Compos. Part. B-Eng. 2022, 235, 109783-109792.
-
- 46. Dhandapani, A.; Krishnasamy, S.; Nagarajan, R.; Selvaraj, A. D. A.; Thiagamani, S. M. K.; Muthukumar, C.; Mohammad, F.; Al- Lohedan, H. A.; Ismail, S. O. J. Investigation of Wear Behavior in Self-Lubricating ABS Polymer Composites Reinforced with Glass Fiber/ABS and Glass Fiber/Carbon Fiber/ABS Hybrid. Lubricants 2023, 11, 131-146.
-
- 47. Billah, K. M. M.; Lorenzana, F. a. R.; Martinez, N. L.; Wicker, R. B.; Espalin, D. J. Thermomechanical Characterization of Short Carbon Fiber and Short Glass Fiber-reinforced ABS Used in Large Format Additive Manufacturing. Addit. Manuf. 2020, 35, 101299-101307.
-
- 48. Lin, J.; Li, J.; Wang, J. J.; Guan, Y. J.; Wang, G. L.; Chen, L. J. Effects of Thermoplastic Elastomer on the Morphology and Mechanical Properties of Glass Fiber-reinforced Polycarbonate/Acrylonitrile-Butadiene-Styrene. Polym. Eng. Sci. 2019, 59, 144-151.
-
- 49. H, R. M.; Benal, M. G. M.; G, S. P.; Tambrallimath, V.; Ramaiah, K.; Khan, T. M. Y.; Bhutto, J. K.; Ali, M. A. J. Effect of Short Glass Fiber Addition on Flexural and Impact Behavior of 3D Printed Polymer Composites. ACS. Omega 2023, 8, 9212-9220.
-
- 50. Su, S.-H.; Huang, Y. J.; Qu, S. L.; Liu, W.; Liu, R. X.; Li, L. L. J. Microdiamond/PLA Composites with Enhanced Thermal Conductivity Through Improving Filler/matrix Interface Compatibility. Diam. Relat. Mater. 2018, 81, 161-167.
-
- 51. Waheed, S.; Cabot, J. M.; Smejkal, P.; Farajikhah, S.; Sayyar, S.; Innis, P. C.; Beirne, S.; Barnsley, G.; Lewis, T. W.; Breadmore, M. C.; Paull, B. J. Three-Dimensional Printing of Abrasive, Hard, and Thermally Conductive Synthetic Microdiamond-Polymer Composite Using Low-Cost Fused Deposition Modeling Printer. ACS. Appl. Mater. Interfaces 2019, 11, 4353-4363.
-
- 52. Nguyen, N. A.; Barnes, S. H.; Bowland, C. C.; Meek, K. M.; Littrell, K. C.; Keum, J. K.; Naskar, A. K. J. A Path for Lignin Valorization via Additive Manufacturing of High-performance Sustainable Composites with Enhanced 3D Printability. Sci. Adv. 2018, 4, 4967-4981.
-
- 53. Wu, Q.; Ran, F.; Dai, L.; Li, C.; Li, R.; Si, C. J. A Functional Lignin-based Nanofiller for Flame-retardant Blend. Int. J. Biol. Macromol. 2021, 190, 390-396.
-
- 54. Ding, J.; Yue, Z. M.; Sun, J.; Gao, J. J. Effects of Nano-silicon Dioxide Surface Modification on the Morphology and Mechanical Properties of ABS/PMMA Blends. J. Polym. Eng. 2018, 38, 617-623.
-
- 55. Shishavan, S. M.; Azdast, T.; Hasanzadeh, R.; Moradian, M. J. Comprehensive Investigation of Morphological Properties of ABS/Nanoclay/PMMA Polymeric Nanocomposite Foam. Polym. Sci. Ser. A. 2019, 61, 334-344.
-
- 56. Shi, G.; He, L. J.; Chen, C. Z.; Liu, J. F. Liu, Q. Z.; Chen, H. Y. J. A Novel Nanocomposite Based on Recycled Poly(Ethylene Terephthalate)/ABS Blends and Nano-SiO2. AMR 2010, 150, 857-860.
-
- 57. Wu, X. L.; Liao, Y. J.; Liu, M.; Wang, L. J. Preparation and Study of Ternary 3D Printing Composites by Using Nano-silica in Conjunction with TPU Enhanced ABS. Chin. Plast. Ind. 2019, 47, 134-152.
- 58. Kennedy, Z. C.; Christ, J. F.; Evans, K. A.; Arey, B. W.; Sweet, L. E.; Warner, M. G.; Erikson, R. L.; Barrett, C. A. J. 3D-printed Poly(vinylidene fluoride)/carbon Nanotube Composites as a Tunable, Low-cost Chemical Vapour Sensing Platform. Nanoscale 2017, 9, 5458-5466.
-
- 59. Memarian, F.; Fereidoon, A.; Ghorbanzadeh Ahangari, M. J. The Shape Memory, and the Mechanical and Thermal Properties of TPU/ABS/CNT: a Ternary Polymer Composite. Rsc. Adv. 2016, 6, 101038-101047.
-
- 60. Zhu, X. M.; Liu, K.; Wang, Y. S.; Ye, N. B.; Huang, X. B. J. Effects of Inorganic Fillers with Different Dimensions on Properties of ABS. Eng. Plast. Appl. 2021, 49, 137-152.
- 61. Yang, J. J. How Additive Manufacturing Empowers Molded Plastics Intelligence to Become a New Industry. Chin. Rubber. Plast. Technol. Eq. 2023, 49, 1-5.
- 62. Huang, J. X.; Jin, X. M.; Qu, S. H.; Wu, S. H.; Lu, S. L. J. The Production and Market Analysis of ABS Resins in the Year of 2021. Chem. Ind. 2022, 40, 36-42.
- 63. Wickramasinghe, S.; Do, T.; Tran, P. J. FDM-Based 3D Printing of Polymer and Associated Composite: A Review on Mechanical Properties, Defects and Treatments. Polymers 2020, 12, 1529-1570.
-
- 64. Jiang, J. C.; Lou, J. J.; Hu, G. B. J. Effect of Support on Printed Properties in Fused Deposition Modelling Processes. Virtual. Phys. Prototy 2019, 14, 308-315.
-
- 65. Khosravani, M. R.; Berto, F.; Ayatollahi, M. R.; Reinicke, T. J. Characterization of 3D-printed PLA Parts with Different Raster Orientations and Printing Speeds. Sci. Rep. 2022, 12, 1016-1024.
-
- 66. Syrlybayev, D.; Zharylkassyn, B.; Seisekulova, A.; Akhmetov, M.; Perveen, A.; Talamona, D. J. Optimisation of Strength Properties of FDM Printed Parts-A Critical Review. Polymers 2021, 13, 1587-1621.
-
- 67. Ngo, T. D.; Kashani, A.; Imbalzano, G.; Nguyen, K. T. Q.; Hui, D. J. Additive Manufacturing (3D printing): A Review of Materials, Methods, Applications and Challenges. Composites Part B. 2018, 143, 172-196.
-
- 68. Shirmohammadi, M.; Goushchi, S. J.; Keshtiban, P. M. J. Optimization of 3D Printing Process Parameters to Minimize Surface Roughness with Hybrid Artificial Neural Network Model and Particle Swarm Algorithm. Prog. Addit. Manuf. 2021, 6, 199-215.
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2022 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2023; 47(5): 553-564
Published online Sep 25, 2023
- 10.7317/pk.2023.47.5.553
- Received on May 10, 2023
- Revised on Jul 13, 2023
- Accepted on Jul 24, 2023
Services
- Full Text PDF
- Abstract
- ToC
- Acknowledgements
- Conflict of Interest
Introduction
Blending of ABS andN-phenyl Maleimide (N-PMI)-Based Heat-Resistant Copolymers
Blending of ABS and Plastic Materials
Blending of ABS and Inorganic Filler
Optimization of FDM Process Parameters
Conclusions
- References
Shared
Correspondence to
- Jin Ding
-
Naval Architecture and Port Engineering College, Shandong jiaotong University, Weihai, 264209, China
- E-mail: dingjin@sdjtu.edu.cn
- ORCID:
0000-0003-1274-7016
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr